|
1. Прежде чем приступать к хонингованию, установите
на место крышки коренных подшипников и затяните крепежные болты
с требуемым усилием.
2. Выпускаются два типа хонов для обработки зеркал цилиндров: хон
типа «бутылочный ершик» и, более традиционный, поверхностный хон
в виде насадки с подпружиненными точильными камнями. Оба инструмента
обеспечивают необходимое качество обработки зеркал цилиндров, хотя
использование первого для неопытного механика предпочтительнее.
Потребуется также достаточное количество ветоши, специального хонинговочного
или просто жидкого машинного масла, а также электродрель в качестве
привода для хонинговочных насадок. Действуйте в следующем порядке:
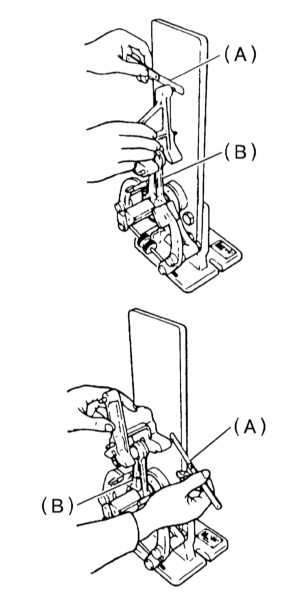
a) Зажмите хон в патрон электродрели, сведите подпружиненные точильные
камни/прутья ершика насадки и заправьте последнюю в цилиндр.

|
Не забудьте
надеть защитные очки или лицевой щиток!
|
b) Обильно смочите зеркало обрабатываемого цилиндра маслом, включите
дрель и начинайте совершать насадкой возвратно-поступательные движения
внутри цилиндра. Скорость вертикального перемещения хона должна
обеспечивать нанесение на поверхности зеркала цилиндра сетчатого
узора с углом пересечения сторон ячеи около 60°. Не жалейте масла
и старайтесь не снимать с поверхности стенок цилиндра больше материала,
чем это действительно необходимо для достижения требуемого результата.

|
Изготовители
поршневых колец могут предъявлять собственные требования к
углу пересечения сторон ячеи сетчатого узора, - внимательно
ознакомьтесь с инструкцией на упаковке ремнабора;
|
c) Не извлекайте хон из цилиндра до полной остановки дрели! Продолжайте
совершать возвратно-поступательные движения насадкой до тех пор,
пока она не прекратит вращаться. После остановки дрели сожмите точильные
камни и извлеките хон из цилиндра. При пользовании хоном типа «бутылочный
ершик» дождитесь полной остановки дрели, затем извлекайте насадку,
продолжая вручную вращать патрон в нормальном направлении;
d) Протрите ветошью зеркало цилиндра и переходите к хонингованию
следующего.
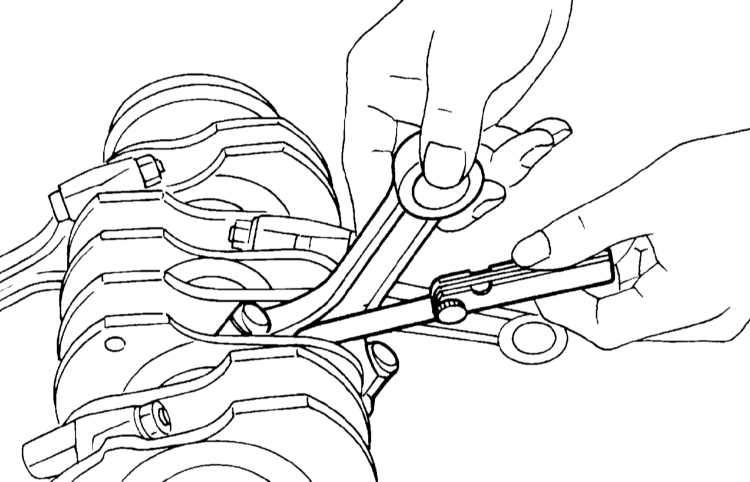
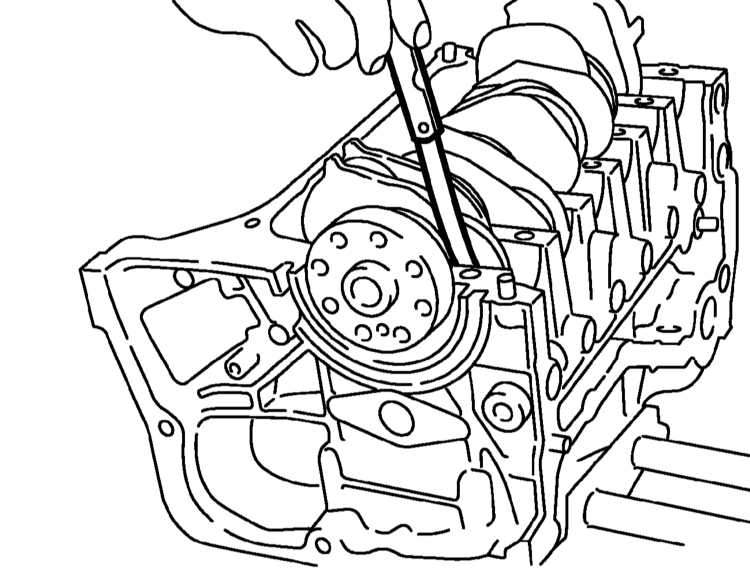
3. По завершении обработки, воспользуйтесь надфилем для снятия фасок
с верхних краев цилиндров, - данная обработка производится с той
целью, чтобы не возникло затруднений с заправкой в цилиндры поршней
с надетыми на них кольцами. Соблюдайте крайнюю осторожность, - не
оцарапайте надфилем зеркало цилиндра.
4. В заключение весь блок должен быть тщательно промыт теплым раствором
мыльной воды.
|
|
Цилиндры можно
считать промытыми, когда после проведения по зеркалу смоченной
маслом белой ветошью на ней не остается серого налета. Не
забудьте прочистить цилиндрической щеткой все масляные отверстия
и каналы, затем промойте блок струей воды под напором.
|
5. После промывки тщательно просушите блок и смажьте проточенные
поверхности маслом для защиты их от коррозии. До начала сборки двигателя
заверните блок в чистый полиэтиленовый пакет.
|