2.2.15.8. Проверка и ремонт седла клапана
 |
Рис. 2.147. Измерение ширины седла клапана
|
Измерьте ширину контактной поверхности седла клапана. В случае необходимости, обработайте седло или тарелку клапана, используя соответствующее приспособление (рис. 2.147).
Стандартная ширина: 1,2–1,6 мм.
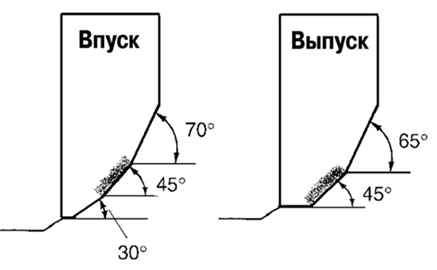 |
Рис. 2.148. Способы обработки седла клапана режущим инструментом
|
Проверьте центровку контактной поверхности относительно седла клапана (рис. 2.148).
Если контактная поверхность смещена наружу, обработайте седло клапана режущим инструментом с рабочим углом 70° (Впуск) или 65° (Выпуск) и режущим инструментом с углом 45°.
Если контактная поверхность смещена внутрь, обработайте седло клапана режущим инструментом с рабочим углом 30° (Впуск) или 0° (Выпуск) и режущим инструментом с углом 45°.
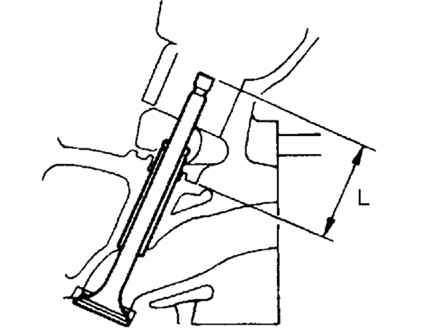 |
Рис. 2.149. Измерение выступания седла клапана
|
Проверьте заглубление седла клапана. Измерьте выступание (размер L) стержня клапана (рис. 2.149).
Если измеренная высота не соответствует норме, замените головку блока цилиндров.
Стандартный размер L:
- Впуск: 40,64–42,24 мм;
- Выпуск: 40,50–42,10 мм.