3.1.7. Ремонт головки блока цилиндров
Разборка головки блока цилиндров выполняется в следующей последовательности:
– снимите головку блока цилиндров
(см. подразд. 3.1.6);
– отверните болты крепления впускного коллектора и гайки крепления выпускного, снимите коллекторы;
– снимите распределительный вал (распределительные валы) и гидравлические толкатели (см. подразд. 3.1.5);
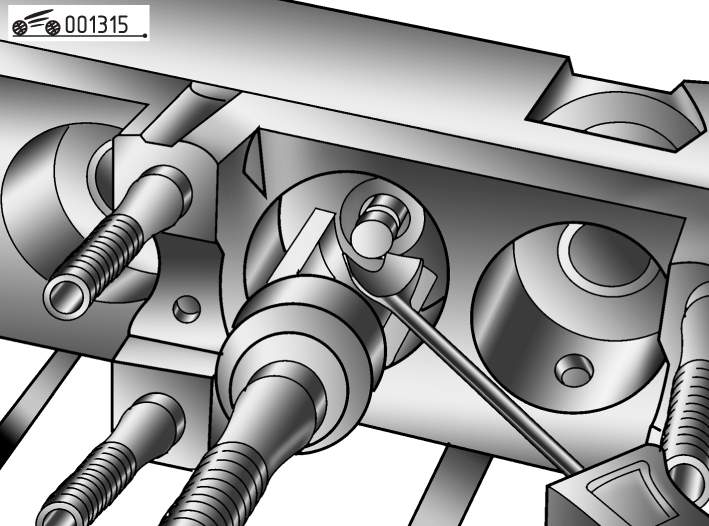 |
Рис. 3.15. Сжатие пружин клапана специальным приспособлением и снятие сухарей клапана
|
– сожмите пружины клапана специальным приспособлением и снимите сухари клапана (рис. 3.15);
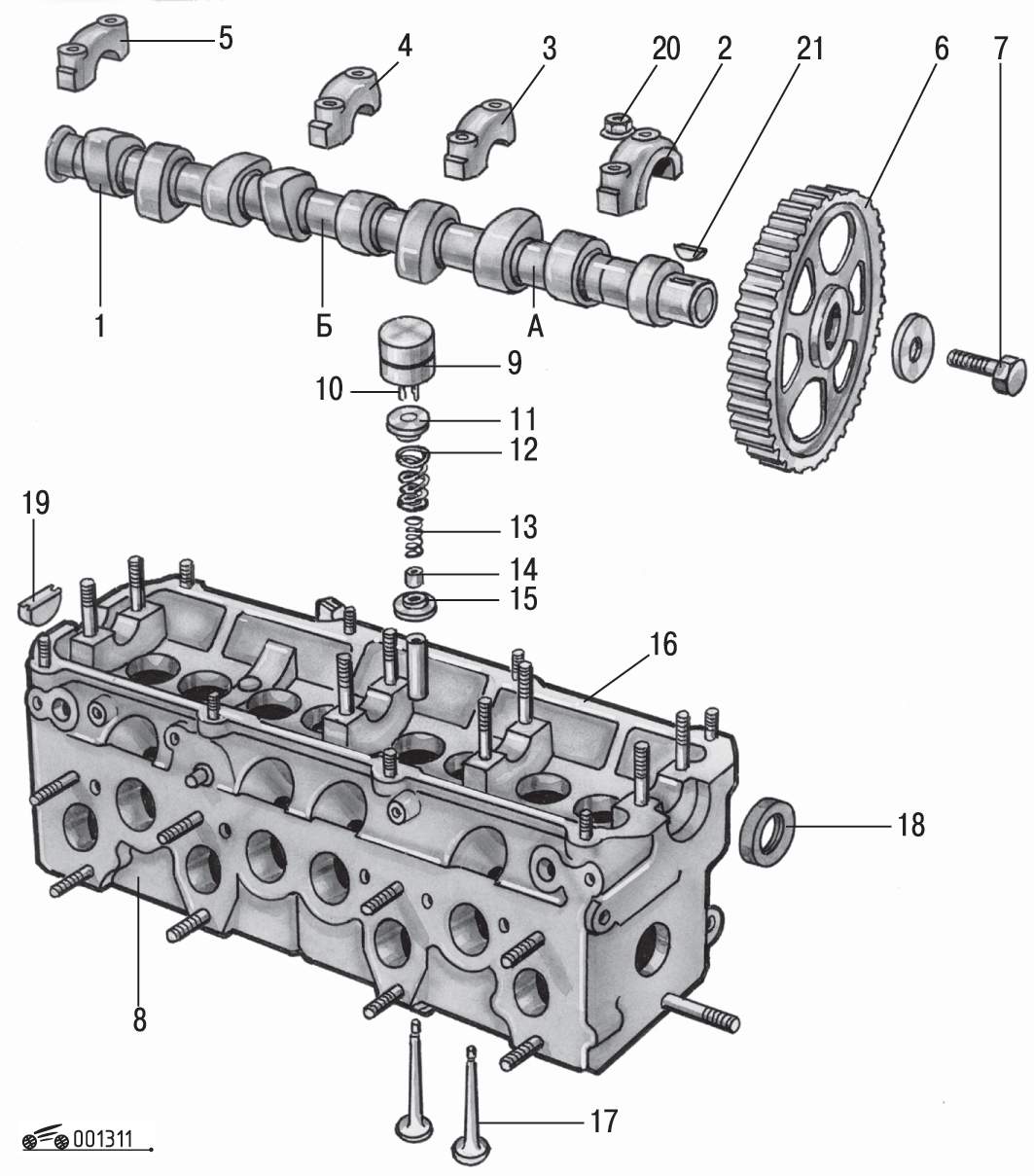 |
Рис. 3.11. Головка блока цилиндров двигателя SOHC и механизм привода клапанов: 1 – распределительный вал; 2 – крышка подшипника № 1 распределительного вала; 3 – крышка подшипника № 2 распределительного вала; 4 – крышка подшипника № 3 распределительного вала; 5 – крышка подшипника № 5 распределительного вала; 6 – зубчатый шкив распределительного вала; 7 – болт крепления шкива распределительного вала; 8 – головка блока цилиндров; 9 – гидравлический толкатель; 10 – сухари клапана; 11 – тарелка пружины клапана; 12 – наружная пружина клапана; 13 – внутренняя пружина клапана; 14 – маслосъемный колпачок; 15 – нижняя тарелка пружины клапана; 16 – направляющая втулка клапана; 17 – клапан; 18 – манжета; 19 – заглушка; 20 – гайка крепления крышки подшипника; 21 – сегментная шпонка; А — место нанесения буквенной маркировки распределительного вала; Б – место нанесения цифровой маркировки распределительного вала
|
– освободите пружины и снимите верхнюю тарелку 11 (см. рис. 3.11) пружин клапана и пружины 12 и 13;
– извлеките клапан из головки блока цилиндров со стороны камеры сгорания;
– снимите остальные клапаны таким же образом;
– снимите маслосъемные колпачки 14;
– снимите нижние тарелки 15 пружин клапанов;
– положите комплекты деталей для каждого клапана в отдельные промаркированные пакеты для последующей их установки на свои места.
Чистка и мойка деталей. Перед проверкой состояния деталей выполните следующие операции:
– удалите остатки старой прокладки и герметика с головки блока цилиндров деревянным или пластмассовым скребком;
– очистите полости в головке блока цилиндров проволочной щеткой;
– очистите камеры сгорания от нагара, промойте головку блока цилиндров растворителем;
– промойте и продуйте сжатым воздухом масляные каналы и каналы системы охлаждения головки блока цилиндров.
Дефектовка головки блока цилиндров включает следующие операции:
– проверка головки блока цилиндров на наличие сколов, трещин и других повреждений. При наличии трещин головку замените;
– проверка привалочной поверхности на наличие зазубрин, глубоких царапин и других повреждений. Если эти дефекты нельзя устранить шлифованием плоскости, то головку блока цилиндров замените;
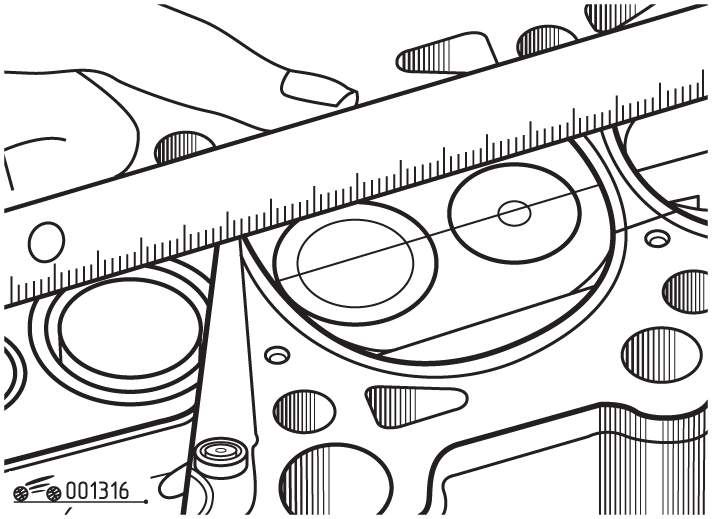 |
Рис. 3.16. Проверка плоскостности привалочной поверхности головки блока цилиндров
|
– проверка плоскостности привалочной поверхности головки блока цилиндров с помощью поверочной линейки и щупа (рис. 3.16). Если зазор между ребром линейки и поверхностью превышает 0,1 мм, головку необходимо заменить;
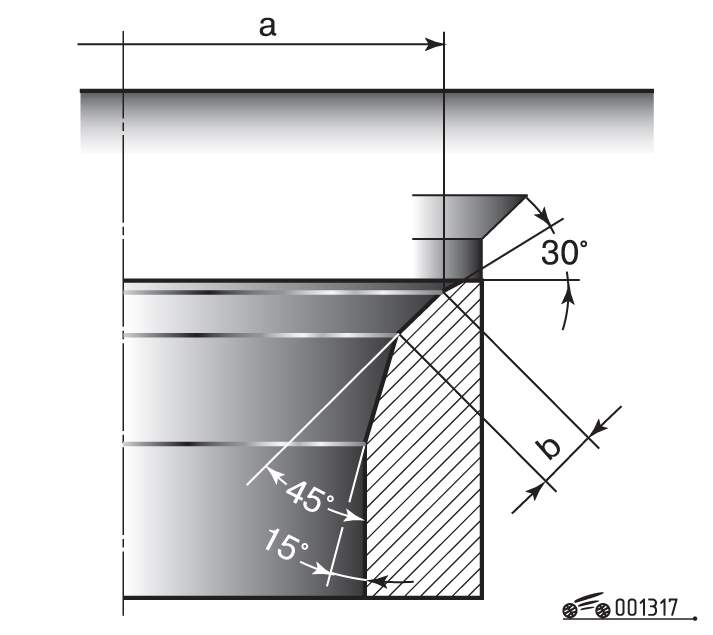 |
Рис. 3.17. Профиль седла впускного клапана: a = 37,20 мм (двигатели 1,6 л); a = 39,20 мм (двигатели 1,8 л); b = 2,0 мм
|
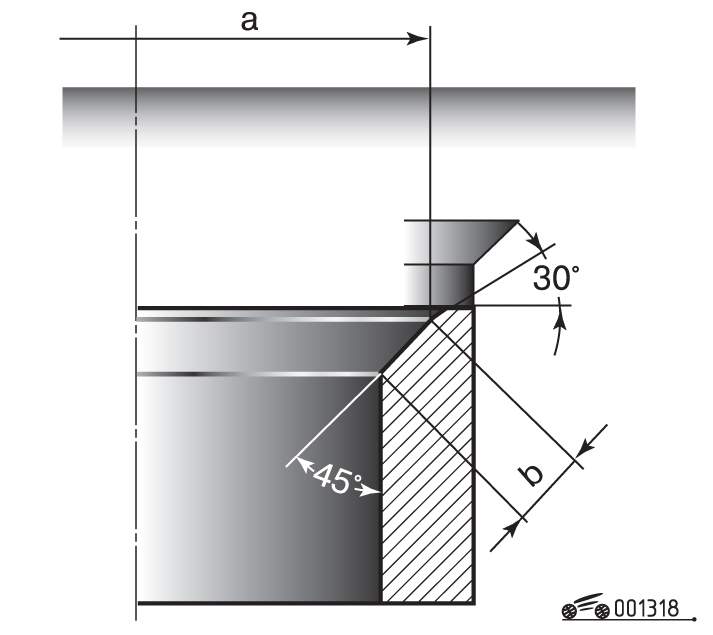 |
Рис. 3.18. Профиль седла выпускного клапана: a = 32,40 мм; b = 2,4 мм
|
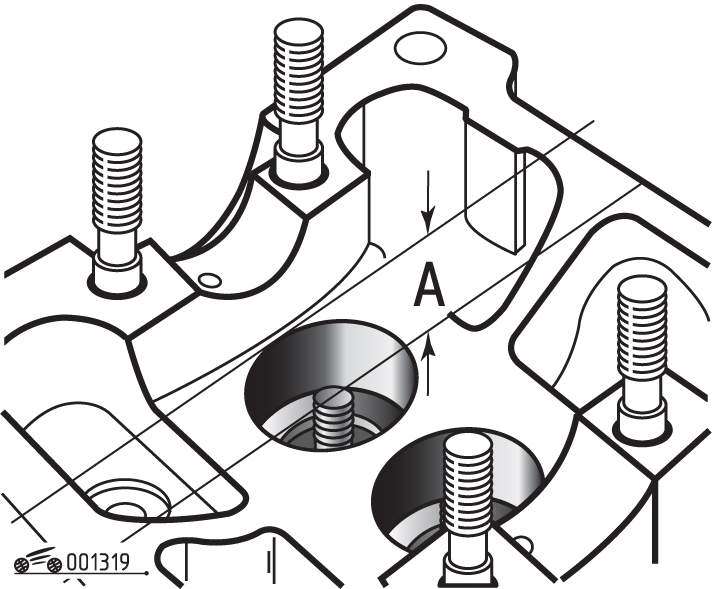 |
Рис. 3.19. Расстояние от торца штока клапана до верхней поверхности головки блока цилиндров
|
– визуальный осмотр седел клапанов. Если на седлах клапанов обнаружены следы износа или пригорания, то седла надо шлифовать. Профили седел клапанов показаны на рис. 3.17 и 3.18. После шлифовки седла необходимо вставить клапан, прижать его до упора к седлу и проверить расстояние A (рис. 3.19) от торца штока клапана до верхней поверхности головки блока цилиндров. Минимально допустимое значение этого расстояния для впускных клапанов 33,8 мм, для выпускных клапанов – 34,1 мм. Если оно меньше, то головку блока цилиндров необходимо заменить. После любой обработки седел клапанов необходимо выполнить их притирку с клапанами;
– замер значений внутреннего диаметра направляющих втулок клапанов. Если значения превышают максимально допустимую величину, замените направляющие клапанов на СТО.
|
ПРЕДУПРЕЖДЕНИЕ
После замены направляющей втулки клапана необходимо шлифование его седла.
|
Дефектовка деталей клапанного механизма.
Осмотрите тарелки клапанов. При наличии на них точечной коррозии, прожогов, трещин и износа замените клапаны.
Если состояние клапана удовлетворительное, измерьте диаметр стержня клапана микрометром в нескольких местах. При значительных расхождениях значений замеров, т.е. при износе стержня, замените клапан.
Перед установкой клапанов необходимо притереть их с использованием притирочной пасты — смеси мелкого абразивного порошка с моторным маслом. Нанесите пасту на поверхность седла, вставьте клапан, установите на него присос приспособления для притики и вращайте приспособление в обе стороны, периодически прижимая клапан к седлу. После окончания притирки очистите все детали от грязи и остатков пасты. Проверьте правильность прилегания клапана к седлу — на седле и тарелке клапана должны быть сплошные матовые пояски шириной примерно 2 мм.
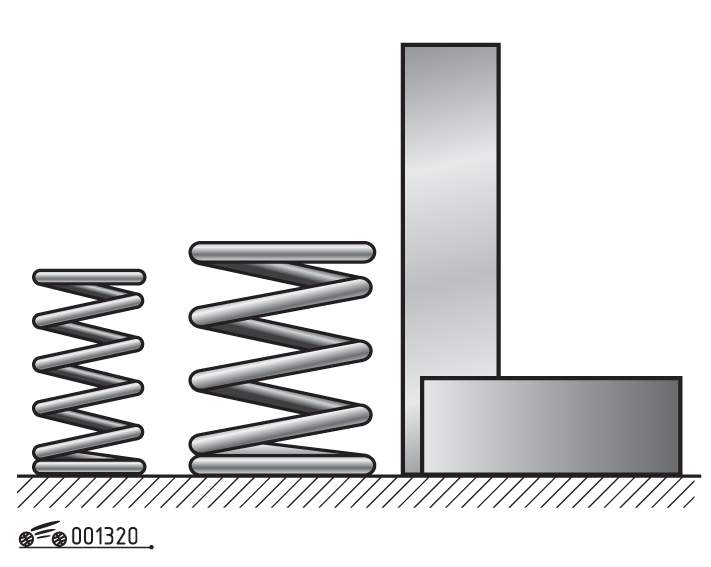 |
Рис. 3.20. Проверка осевого отклонения пружин
|
Осмотрите пружины клапанов. При наличии любых повреждений они подлежат замене. Измерьте значения длины пружин в свободном состоянии и сравните с такими значениями новых пружин. Установите пружины на плоской горизонтальной поверхности и проверьте их отклонения от осей (рис. 3.20). Если хоть одна из пружин клапана искривлена, замените обе его пружины.
Осмотрите сухари и проточки на стержнях клапанов для установки сухарей. При наличии любых повреждений замените детали.
Если при разборке головки блока цилиндров снимались маслосъемные колпачки, их необходимо заменить.
Сборка клапанных механизмов выполняется в следующей последовательности:
– смажьте стержень клапана и направляющую втулку чистым моторным маслом, вставьте клапан;
– установите нижнюю тарелку пружин клапана;
– сотрите моторное масло с верхней части стержня клапана;
– установите пластмассовую втулку или оберните липкой лентой проточку стержня клапана для установки сухарей для предохранения от повреждений рабочих кромок маслосъемного колпачка при его установке;
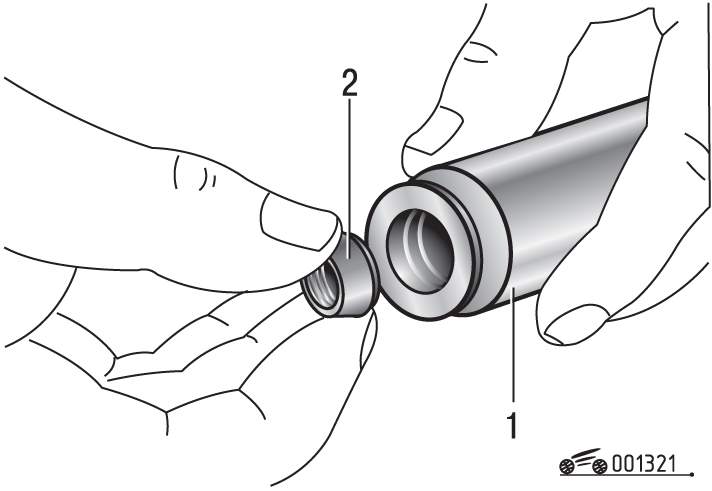 |
Рис. 3.21. Установка маслосъемного колпачка в монтажную оправку: 1 – монтажная оправка; 2 – маслосъемный колпачок
|
– смажьте свежим моторным маслом рабочую кромку маслосъемного колпачка 2 (рис. 3.21) и установите его в монтажную оправку 1;
– напрессуйте до упора маслосъемный колпачок на конец направляющей втулки клапана осторожными ударами молотка по оправке, располагая оправку строго по оси направляющей втулки;
– снимите пластмассовую втулку или липкую ленту со стержня клапана;
– установите пружины клапана и их верхнюю тарелку;
– сожмите пружины клапана специальным приспособлением (см. рис. 3.15) и установите сухари, подпирая клапан со стороны камеры сгорания, затем медленно снимите приспособление для сжатия пружин;
– соберите оставшиеся клапанные механизмы подобным образом;
– ударьте по концу клапана медным молотком так, чтобы он приоткрылся и все детали клапанного механизма встали на свои места.