Предупреждение См. Допущенное оборудование для ремонта последствий столкновения в разделе "Введение".
Предупреждение См. Классификация столкновений Предупреждение в разделе "Введение".
Предупреждение См. Обращение со стеклом и листовым металлом Предупреждение в разделе "Введение".
- Отключить систему SIR. См. Включение и отключение системы подушек безопасности (SIR) .
- Отсоединить минусовой провод аккумуляторной батареи. См.
Отрицательный провод аккумуляторной батареи Отсоединение и подсоединение : без системы "Старт/стоп" .
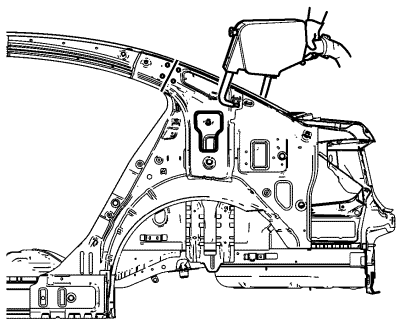
- Демонтируйте все задействованные панели и детали.
- Осмотрите компоненты - не повреждены ли они. Должен быть отремонтирован весь поврежденный участок.
- При необходимости удалите мастику и антикоррозионное покрытие на ремонтируемом участке. См.
Обработка для защиты от коррозии и ремонт : Основание .
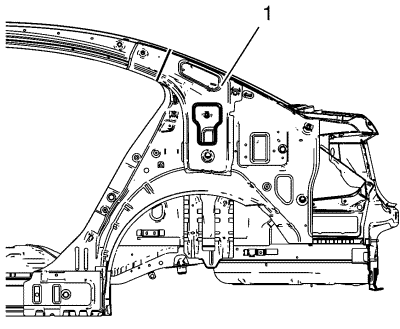
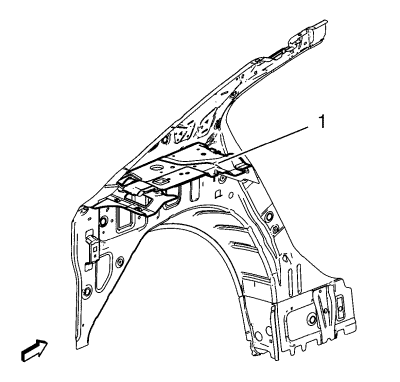
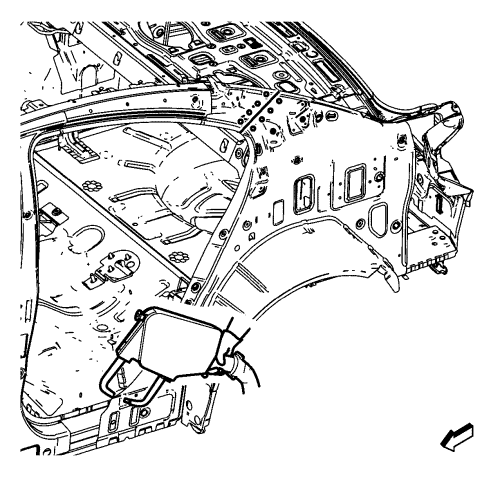
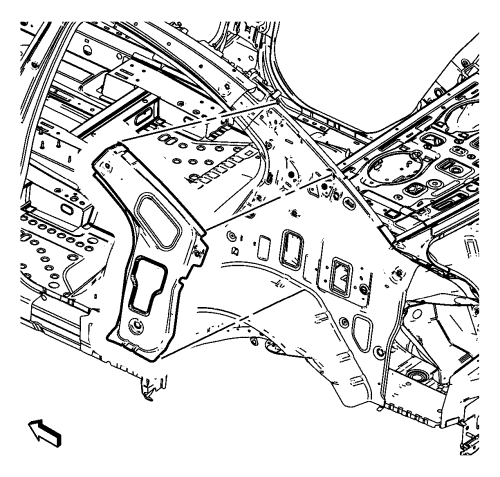
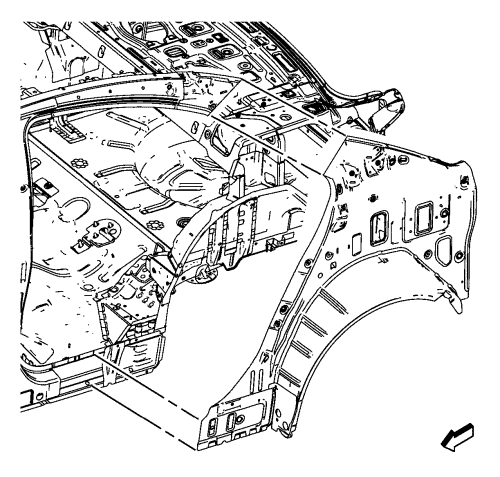
- Проведите линии отреза на верхнем усилении (1) замыкающей стойки кузова.
Примечание: Следите за тем, чтобы не повредить другие панели и усилительные элементы.
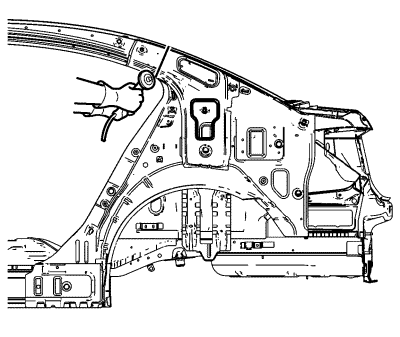
- Отрежьте панель там, где должно проходить сечение.
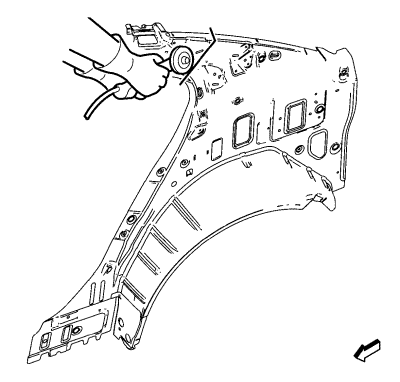
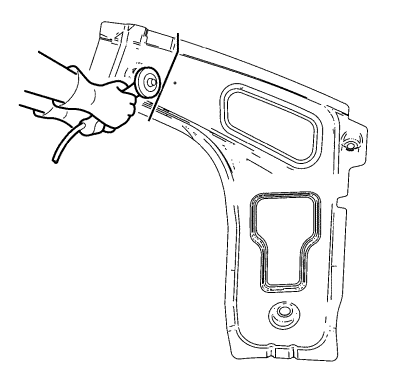
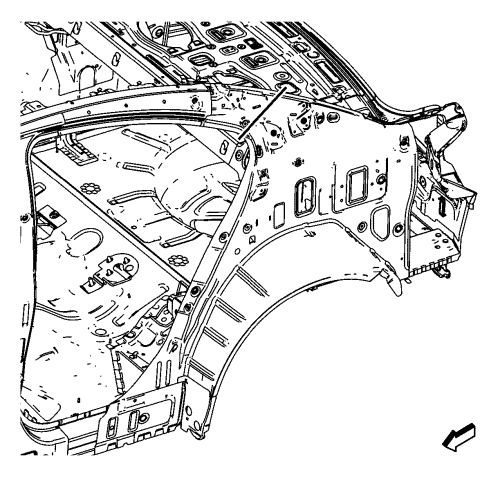
- Идентифицируйте и пометьте все нужные заводские сварные швы на внешнем усилении замыкающей стойки кузова.
- Высверлите все места заводской сварки. Следует записать количество и места расположения сварок для последующей установки узла, прошедшего техническое обслуживание.
- Снимите поврежденное верхнее усиление замыкающей стойки кузова.
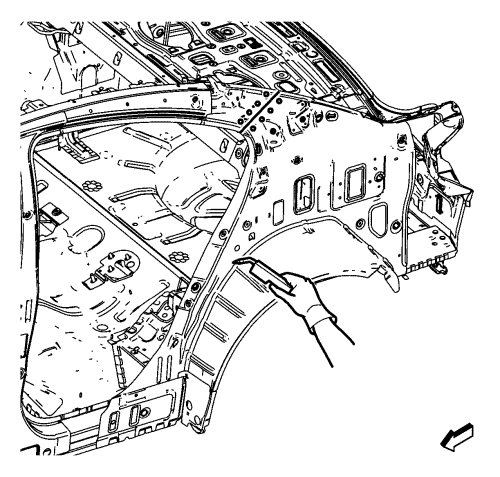
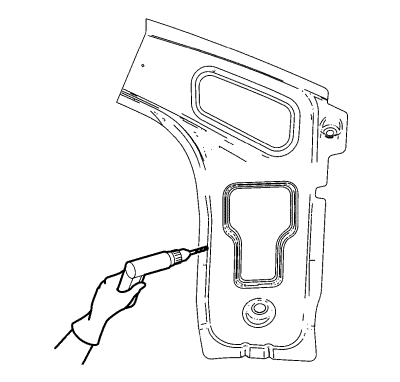
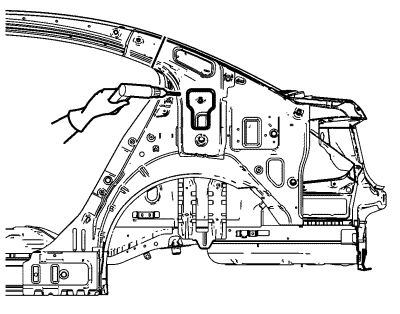
- Проведите линии отреза на боковой внутренней панели кузова.
Примечание: Следите за тем, чтобы не повредить другие панели и усилительные элементы.
- Отрежьте панель там, где должно проходить сечение.
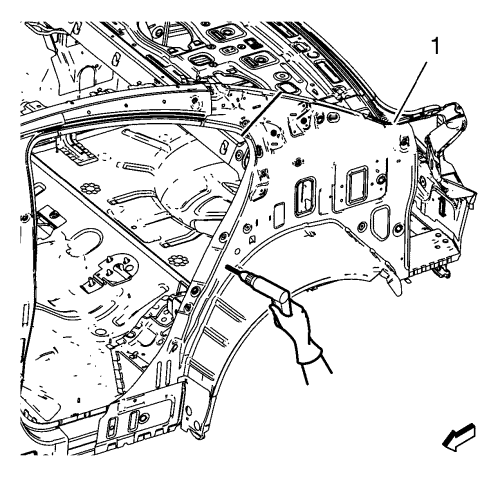
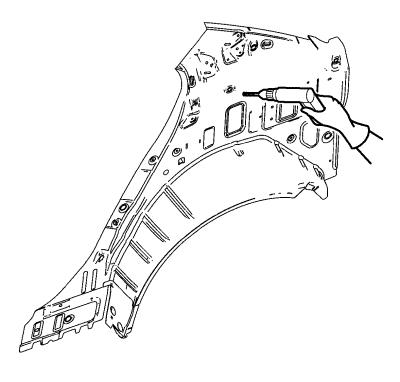
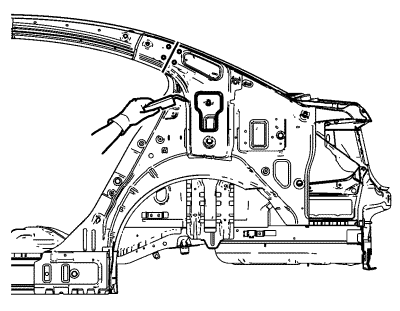
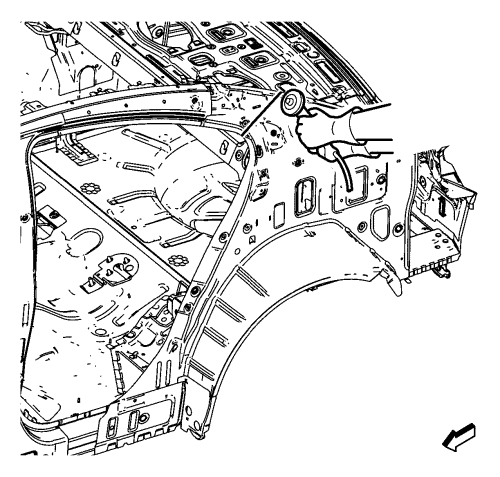
Примечание: Просверлите скрытые заводские сварные швы там, где внешняя задняя боковая панель кузова (1) накладывается на внутреннюю боковую панель кузова.
- Идентифицируйте и пометьте все нужные заводские сварные швы на внутренней боковой панели кузова.
- Высверлите все места заводской сварки. Следует записать количество и места расположения сварок для последующей установки узла, прошедшего техническое обслуживание.
- Снимите поврежденную внутреннюю боковую панель кузова.