Притирка седла и клапана
Общий обзор процедур измерения и восстановления клапана
| • | Для поддержания рабочих характеристик двигателя существенно важным является надлежащее обслуживание клапанов. Поэтому следует строго соблюдать все подробно описанные процедуры измерения, чтобы определить компоненты, не соответствующие требованиям спецификации. |
| • | Если в ходе выполнения процедур измерения будет выявлена необходимость восстановления клапана или седла клапана, следует обязательно выполнить процедуры измерения после восстановления. |
Процедура измерения ширины седла клапана
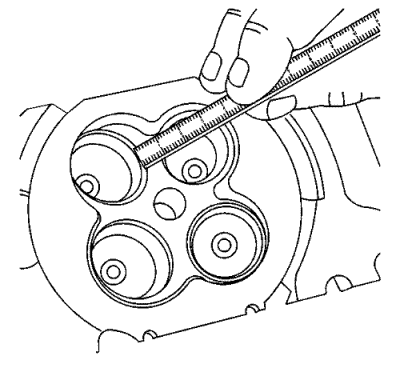
- Измерить ширину седла клапана в головке цилиндра с помощью надлежащей масштабной линейки.

- Измерить ширину (b) седла на рабочей поверхности клапана (1) с помощью надлежащей масштабной линейки.
Примечание: Зона контакта седла должна отстоять как минимум на 0,5 мм (0,020 дюймов) от наружного диаметра, кромки (а) клапана. Если зона контакта находится слишком близко к кромкам, следует восстановить седло клапана, чтобы сместить зону контакта от кромки.
- Сравнить измерения с данными спецификаций в Механические параметры двигателя : LE5, LE9 .
- Если ширина седла клапана имеет допустимое значение, проверить округлую форму седла клапана, выполнив Процедуру измерения округлости седла клапана.
- Если ширина седла клапана имеет недопустимое значение, следует притереть седло клапана, выполнив Процедуру восстановления седла и клапана, чтобы довести ширину до значения, соответствующего требованиям спецификации. Правильное значение ширины седла клапана существенно важно для обеспечения рассеяния надлежащего количества тепла.
Процедура измерения округлости седла клапана
- Измерить округлость седла клапана с помощью циферблатного индикатора, прикрепленного к коническому вспомогательному устройству, установленному в направляющей. Вспомогательное устройство должно быть установлено в направляющей достаточно плотно.
Осторожно: Необходимо использовать направляющий стержень, подходящий по размеру. Не следует использовать направляющие стержни с регулируемым диаметром. Регулируемые направляющие стержни могут повредить направляющие втулки клапанов.
- Сравнить измерения с данными спецификаций в Механические параметры двигателя : LE5, LE9 .
- Если округлость седла клапана не соответствует требованиям спецификации, следует притереть клапан и седло клапана, выполнив Процедуру восстановления седла и клапана.
- Для новых клапанов значение округлости седла клапана должно быть в пределах 0,05 мм (0,002 дюйма).
Наружный диаметр тарелки клапан и процедура измерения паза

- Измерьте наружный диаметр тарелки клапана и паз (а) с использованием соответствующей линейки. См. Механические параметры двигателя : LE5, LE9 .
- Если размер наружного диаметра тарелки клапана и паза соответствуют требованиям спецификации, проверьте клапан (1) на концентричность, выполнив процедуру измерения концентричности седла и клапана. Повторно осмотрите наружный диаметр тарелки клапана и паз после проведения замера концентричности, если выполнялась процедура восстановления седла клапана.
Процедура измерения концентричности седла и клапана
Примечание:
| • | Проверка концентричности седла и клапана определяет надлежащее уплотнение седла и клапана. |
| • | Измерить рабочую поверхность клапана и седло клапана, чтобы проверить надлежащее уплотнение клапана. |

- Нанести на рабочую поверхность клапана (3) тонкий слой синего красителя (1).
- Установить клапан в головку цилиндров.
- Притиснуть клапан к седлу, проворачивая его с достаточным нажимом, чтобы слой красителя стерся.
- Извлечь клапан из головки цилиндров.
- Проверить рабочую поверхность клапана.
| • | Если рабочая поверхность клапана концентрична со штоком и обеспечивает надлежащее уплотнение, вокруг всей поверхности образуется сплошной след (2). |
| | Примечание: След от истирания ДОЛЖЕН отстоять как минимум на 0,5 мм (0,020 дюймов) от наружного диаметра, кромки (а) клапана. Если след от истирания находится слишком близко к кромке, следует восстановить седло клапана, чтобы сместить зону контакта от кромки. |
| | Примечание: Не шлифуйте и не обрабатывайте впускной клапан. Если впускной клапан не соответствует требованиям спецификации, замените клапан. |
| • | Если рабочая поверхность клапана не концентрична со штоком, вокруг рабочей поверхности клапана НЕ образуется сплошной след. Клапан следует притереть или заменить, а седло следует восстановить, выполнив Процедуру восстановления седла и клапана. |
Процедура восстановления клапана и седла

Примечание:
| • | Если ширина седла клапана, округлость или концентричность не соответствует требованиям спецификации, следует притереть седло клапана, чтобы обеспечить надлежащее рассеяние тепла и предотвратить отложение нагара на седлах. |
| • | При необходимости восстановления седла клапана следует притереть клапан, если не используется новый клапан. |
- Притереть поверхность седел клапанов (а) в соответствии с надлежащим значением угла в спецификации (2), приведенной в Механические параметры двигателя : LE5, LE9 .
- Отшлифуйте тыльную поверхность тарелки клапана до нужного угла (1), см. Механические параметры двигателя : LE5, LE9 , чтобы обеспечить ее надежный контакт с седлом (a).
- Отшлифуйте фаску тыльной поверхности тарелки клапана до нужного угла (3), см. Механические параметры двигателя : LE5, LE9 , чтобы сузить поверхность контакта клапана с седлом (a) до значения, указанного вМеханические параметры двигателя : LE5, LE9 .
Примечание: Не шлифуйте и не обрабатывайте впускной клапан. Если седло впускного клапана подвергалось восстановлению, замените соответствующий впускной клапан.
- Замените впускной клапан, если он не соответствует требованиям спецификации. См. Механические параметры двигателя : LE5, LE9 .
- При использовании первоначально установленного в двигатель выпускного клапана притереть его в соответствии с требованиями спецификации, приведенной в Механические параметры двигателя : LE5, LE9 . Измерьте наружный диаметр тарелки клапана и паз еще раз, после притирки, выполнив процедуру измерения наружного диаметра тарелки клапана и паза. Замените выпускной клапан, если он не соответствует требованиям спецификации. Для новых клапанов не требуется выполнять притирку.
- При выполнении притирки клапанов и седел необходимо стачивать как можно меньше материала. Прорезание седла клапана приводит к уменьшению давления пружины клапана.
- Установить клапан в головку цилиндров.
| • | При использовании переточеных выпускных клапанов притереть клапаны к седлам с помощью мелкозернистой притирочной пасты. В результате операций притирки и пригонки повторно обработанные поверхности должны остаться выправленными и гладкими, чтобы для них требовалась минимальная притирка. При излишней притирке на рабочей поверхности клапана образуются канавки, препятствующие надлежащей посадке горячего клапана. |
| • | Прежде чем выполнять окончательную сборку, следует очистить клапан и седло от всех остатков притирочной пасты с помощью растворителя и сжатого воздуха. |
- После достижения надлежащей ширины седла клапана в головке цилиндра следует повторно измерить высоту штока клапана, выполнив Процедуру измерения высоты штока клапана.
- Если высота штока клапана приемлемая, проверить концентричность седел, выполнив Процедуру измерения концентричности седла и клапана.
Процедура измерения высоты штока клапана

Примечание: Чтобы определить высоту штока клапана, необходимо выполнить измерение от тарелки клапанной пружины до фиксатора пружины клапана.
- Установите клапан (1) в направляющую втулку клапана в головке цилиндров (2).
- Проверить надлежащую посадку клапана в седле клапана головки цилиндров.
- Установить маслосъемный колпачок штока клапана.
- Установить фиксатор пружины клапана и сухари замка штока клапана.
- Измерить расстояние (а) между уплотнительной манжетой клапана и нижней частью фиксатора пружины клапана. См. Механические параметры двигателя : LE5, LE9 .
- Если это расстояние превышает значение максимальной высоты, указанное в спецификации, следует установить новый клапан и заново измерить высоту штока клапана.
Осторожно: НЕ шлифовать наконечник штока клапана. Наконечник клапана закален, при шлифовании закаленный слой будет удален, в результате клапан раньше выйдет из строя и может повредить двигатель.
Осторожно: НЕ использовать прокладки для регулировки высоты стержня клапана. Использование прокладок приведет к опусканию клапанной пружины до нижнего уровня до того как кулачок распределительного вала поднимется в верхнюю точку, что может стать причиной повреждения двигателя.
- Если высота штока клапана будет по-прежнему превышать значение максимальной высоты, указанное в спецификации, следует заменить головку цилиндров.
| © copyright chevrolet europe. All rights reserved |



