|
Старайтесь
не прикасаться к поверхностям новых вкладышей голыми руками
во избежание нежелательного контакта подшипников со всегда
присутствующими на пальцах следами масла и химически агрессивных
веществ. |
 |
1. Протрите спинку нового верхнего
вкладыша и уложите его в постель подшипника в головке шатуна.
Проследите за совмещением масляных отверстий и за тем, чтобы
направляющий язычок вкладыша попал в ответную канавку в шатуне.
Ни в коем случае не застукивайте вкладыш в постель молотком.
Ничем не смазывайте подшипник на данном этапе. |
2. Протрите спинку второго вкладыша и уложите его в крышку нижней
головки шатуна. Вновь проследите, чтобы язычок попал в ответный
паз. Не применяйте никакой смазки - чрезвычайно важно, чтобы сопрягаемые
поверхности подшипника и шатуна оставались абсолютно чистыми и сухими.
 |
3. Расположите поршневые кольца
замками как это показано на иллюстрации.
|
3. Посадите на болты крепления крышки подшипника отрезки топливного
шланга.
4. Смажьте поршень и поршневые кольца чистым двигательным маслом.
Наденьте на поршень оправку инструмента для обжимания колец. Оставьте
юбку поршня выступающей из оправки инструмента приблизительно на
6 мм для свободной заправки ее в цилиндр. Кольца должны быть обжаты
заподлицо с образующей поверхностью поршня.
5. Проверните коленчатый вал таким образом, чтобы шейка первого
кривошипа оказалась в положении НМТ. Смажьте двигательным маслом
зеркало первого цилиндра.
6. Развернув сборку маркировкой на днище поршня вперед по двигателю,
аккуратно заправьте шатун в первый цилиндр блока. Введите в цилиндр
юбку поршня, плотно прижав к поверхности блока нижний край оправки
инструмента для обжимания колец.
7. Обстучите верхний край оправки для гарантии плотности прижимания
ее к блоку по всему периметру нижнего края.
 |
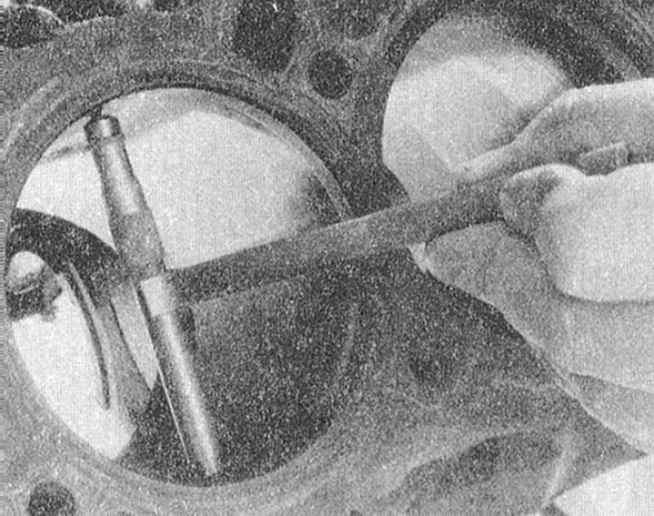
8. Аккуратно постукивая по
днищу деревянной рукояткой молотка, введите заправьте поршень
внутрь цилиндра, одновременно направляя нижнюю головку шатуна
на шейку соответствующего кривошипа коленчатого вала. Поршневые
кольца могут неожиданно выскочить из-под оправки инструмента,
поэтому постоянно следите за плотностью прижимания к ее блоку.
Действуйте не торопясь, при возникновении малейшего сопротивления
немедленно прекратите застукивание поршня. Выясните причину
заклинивания и устраните ее.

|
Ни
в коем случае не предпринимайте попыток протолкнуть
поршень в цилиндр силой, - это может привести к его
механическому повреждению или разрушению поршневых колец!
|
|
9. После введения шатунно-поршневой сборки в двигатель, перед окончательной
установкой крышки нижней головки шатуна, следует проверить рабочий
зазор шатунного подшипника коленчатого вала.
 |
10. Отрежьте кусок калиброванной
пластмассовой проволоки из измерительного набора Plastigage,
длиной чуть короче ширины вкладыша шатунного подшипника, и
уложите его вдоль первой шатунной шейки коленчатого вала,
параллельно оси последней. |
11. Протрите поверхность подшипника в крышке нижней головки шатуна
и установите крышку на шатун. Проследите, чтобы метка на крышке
оказалась повернута в ту же сторону, что и метка на шатуне.
12. Слегка смажьте нижние торцы головок крепежных болтов чистым
двигательным маслом, вверните болты и в три этапа затяните их с
требуемым усилием.
|
|
Во избежание
заклинивания ключа, воспользуйтесь тонкостенной торцевой головкой.
При возникновении признаков заклинивания ключа между гайкой
и шатуном, слегка приподнимите головку и продолжайте затягивание.
Не допускайте проворачивания коленчатого вала в процессе выполнения
всей процедуры. |
13. Отдайте крепеж и осторожно снимите крышку с шатуна. Постарайтесь
не повредить расплющенный отрезок калиброванной проволоки.
 |
14. По ширине расплющенной
проволоки, измеренной по шкале, отпечатанной на упаковке к
набору Plastigage, определите величину рабочего зазора в подшипнике.
Сравните результат измерения с требованиями Спецификаций.
|
15. Если величина зазора выходит за пределы допустимого диапазона,
прежде чем подыскивать вкладыши другого типоразмера, проверьте,
не попала ли под спинки вложенных в постели в шатуне и крышке вкладышей
грязь/масло. Еще раз измерьте диаметр шейки вала. Расплющивание
проволоки с одного конца больше чем с другого говорит о наличии
конусности шейки.
Окончательная установка шатунно-поршневой сборки
16. Осторожно соскоблите ногтем или краем старой кредитной карточки
все следы калиброванной проволоки с поверхности шейки и/или подшипника.
17. Удостоверьтесь в абсолютности чистоты обеих подшипниковых поверхностей,
затем равномерно смажьте их тонким слоем молибденсодержащей или
сборочной двигательной смазки. Для обеспечения доступа к поверхности
верхнего вкладыша придется немного протолкнуть поршень в цилиндр,
- не забудьте надеть на болты крышки шатуна защитные шланги во избежание
повреждения поверхности шейки вала. Постарайтесь не допустить выскакивания
из цилиндра поршневых колец.
18. Верните шатун на место, осторожно надев его нижней головкой
на шейку своего кривошипа, снимите с болтов защитные шланги, установите
крышку, и в три этапа затяните крепежные гайки с требуемым усилием.
|
|
Проследите
за правильностью совмещения меток на крышке шатуна и его нижней
головке. |
19. Повторите всю процедуру для оставшихся шатунно-поршневых сборок.
20. Не упускайте из виду следующие важные моменты:
a) Следите за тем, чтобы на спинки вкладышей и их постели в шатунах
и крышках не попала грязь;
b) Следите, чтобы каждая сборка устанавливалась именно в свой цилиндр
(даже в случае установки новых компонентов, так как зазоры поршневых
колец подгонялись к конкретным цилиндрам);
c) Поршни должны располагаться маркировкой на своем днище вперед
по двигателю (в сторону привода ГРМ);
d) Не забывайте перед установкой сборок смазывать двигательным маслом
зеркала цилиндров;
e) Не забывайте перед окончательной установкой крышек смазывать
подшипники (после проверки рабочих зазоров в последних).
21. Закончив установку шатунно-поршневых сборок, проверьте свободу
вращения коленчатого вала, провернув его несколько раз вручную.
22. В заключение необходимо еще раз проверить осевой люфт коленчатого
вала (см. выше).
23. Сравните результаты измерения осевого люфта с требованиями Спецификаций.
Если люфт находился в норме перед разборкой двигателя и использованы
старые шатунно-поршневые сборки, никаких сюрпризов быть не должно.
В случае выхода величины люфта за допустимые пределы после замены
шатунов, последние необходимо снять с двигателя и отдать в мастерскую
автосервиса для соответствующей механической обработки. |