2.2.17. Проверка клапанов и направляющих втулок клапанов
Направляющие втулки клапанов
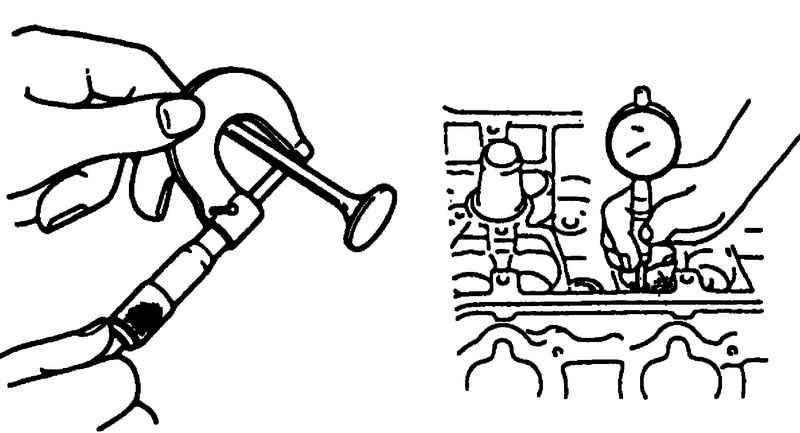 |
Рис. 2.115. Измерение диаметров стержней клапанов и отверстий направляющих втулок
|
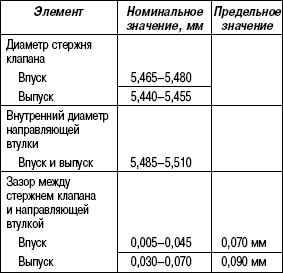
Используя микрометр и нутромер, измерьте диаметры стержней клапанов и диаметры отверстий направляющих втулок, чтобы проверить зазор между стержнем и направляющей клапана (рис. 2.115).
Сделайте несколько замеров по длине каждого стержня клапана и направляющей втулки. Если зазор превышает предельное значение, замените клапан и направляющую втулку клапана.
Если в вашем распоряжении нет нутромера, измерьте деформацию стержня клапана индикатором часового типа.
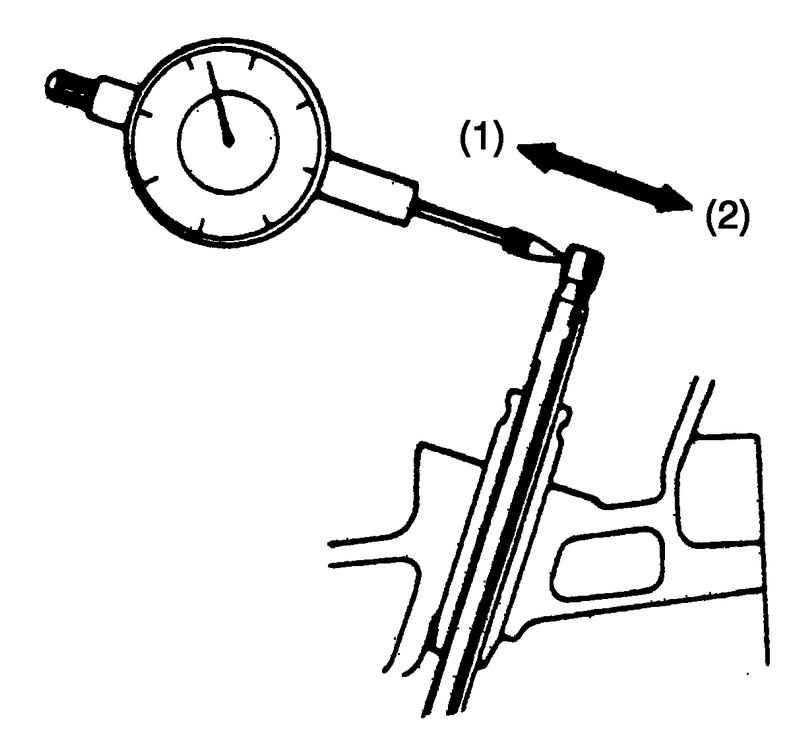 |
Рис. 2.116. Измерение деформации стержня клапана
|
Для измерения деформации стержня клапана перемещайте конец стержня клапана в направлениях 1 и 2 (рис. 2.116).
Если деформация превышает предельное значение, замените клапан и направляющую втулку клапана.
Стержень клапана и направляющая втулка клапана
Деформация стержня клапана
Предельное значение впускной: 0,14 мм, выпускной: 0,18 мм.
Клапаны
Удалите нагар с клапанов.
Проверьте каждый клапан на наличие износа, следов подгорания или деформации тарелки и стержня, при необходимости, замените клапан.
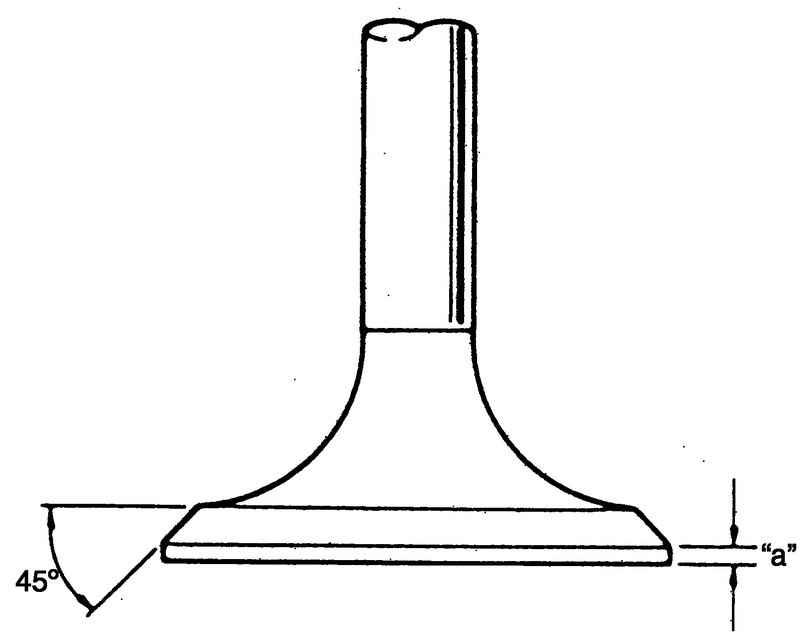 |
Рис. 2.117. Схема измерения толщины «a» тарелки клапана
|
Измерьте толщину «a» тарелки клапана. Если измеренная толщина превышает предельное значение, замените клапан (рис. 2.117).
Толщина тарелки клапана (впускной и выпускной):
– номинальное значение: 1,25–1,55 мм;
– предельное значение – 0,9 мм.
Проверьте поверхность торца стержня клапана на наличие следов точечной коррозии и износа. Если точечная коррозия или износ имеет место, поверхность торца стержня клапана можно обработать, при этом сошлифовка фаски не допускается. При большом износе (фаска отсутствует) замените клапан.
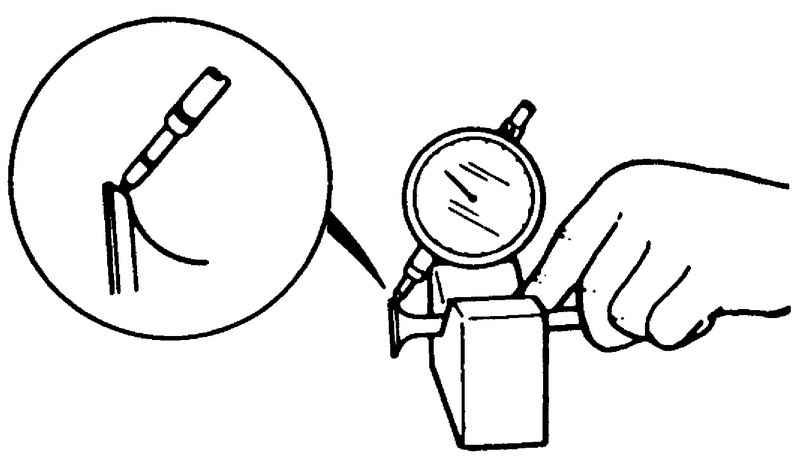 |
Рис. 2.118. Проверка радиального биения клапана на призме
|
Проверьте радиальное биение каждого клапана на призмах с помощью индикатора часового типа (рис. 2.118). Для проверки биения медленно вращайте клапан на призмах. Если биение превышает предельное значение, замените клапан.
Предельное значение радиального биения тарелки клапана 0,08 мм.
Ширина рабочей фаски клапана
Получите отпечаток пятна контакта на рабочей фаске каждого клапана обычным способом, то есть, нанесите равный слой притирочной пасты на седло клапана и вращайте установленный в направляющей втулке клапан с легким прижимом его тарелки к седлу. Необходимо использовать приспособление для притирки клапанов.
Отпечаток, полученный на рабочей поверхности тарелки клапана, должен представлять собой сплошное кольцо без разрывов, ширина отпечатка должна быть в пределах указанного диапазона.
Номинальная ширина рабочей поверхности «a» определяемая по отпечатку пятна контакта на рабочей поверхности клапана: впускной и выпускной – 1,1–1,3 мм (рис. 2.119).
Ремонт седла клапана
Если седло клапана не имеет ровного контакта с тарелкой клапана или ширина рабочей поверхности седла выходит за пределы указанного выше диапазона, то фаска седла должна быть восстановлена шлифовкой или фрезеровкой с последующей шлифовкой и притиркой.
A – седло выпускного клапана.
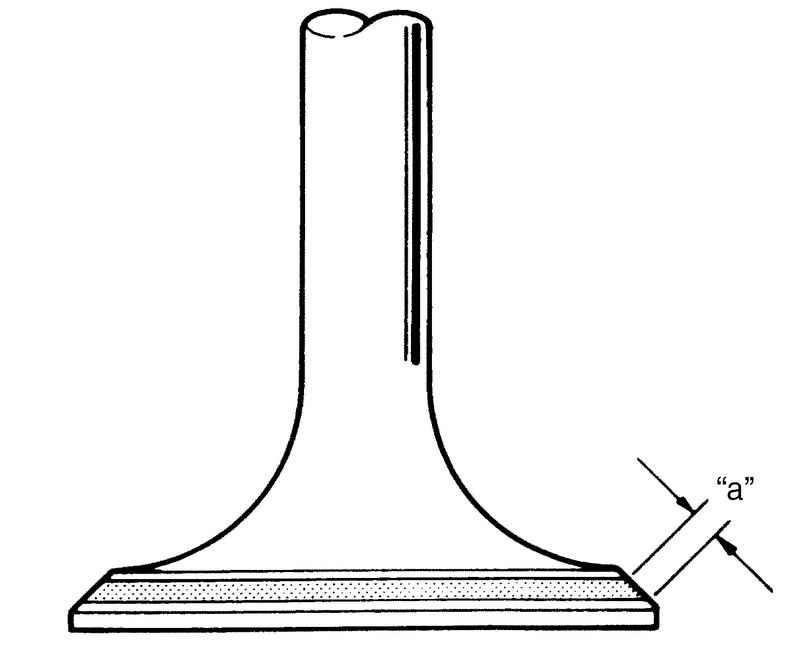 |
Рис. 2.119. Рабочая фаска клапана
|
Для получения показанного на рисунке 2.119 сечения седла клапана используйте фрезы для седел клапанов 1. Должно использоваться две фрезы: первая для того, чтобы получить фаску 15°, вторая – 45°. Вторая фреза используется для того, чтобы обеспечить требуемую ширину фаски.
Ширина фаски седла выпускного клапана «a»: 1,1–1,3 мм.
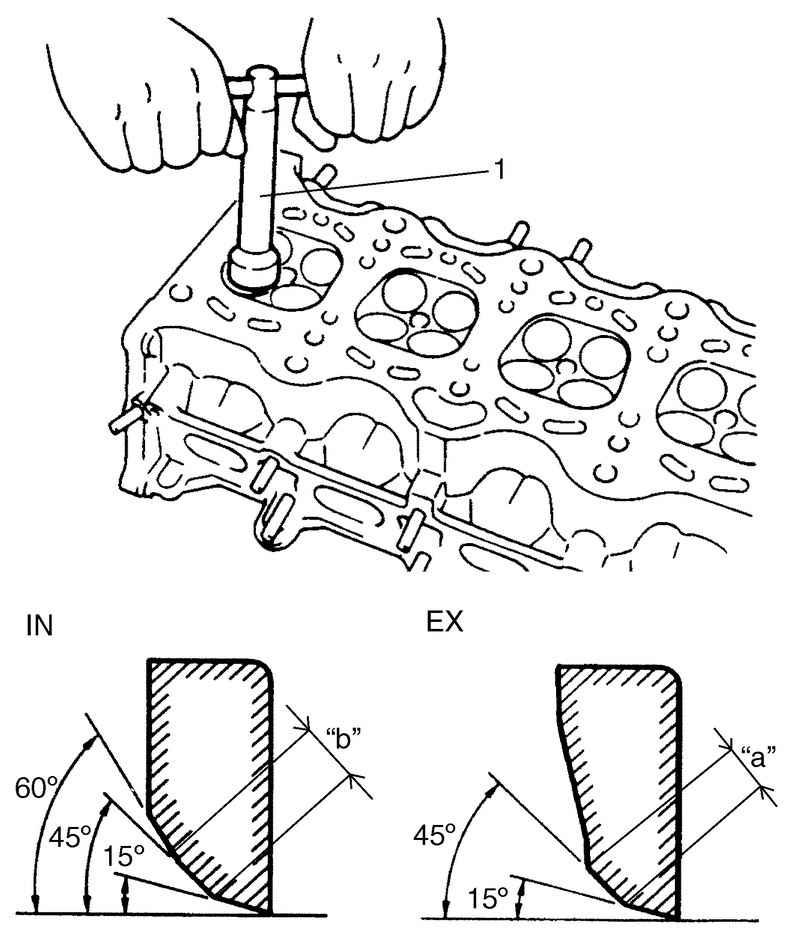 |
Рис. 2.120. Ремонт седла клапана
|
В – седло впускного клапана.
Для получения показанного на рисунке сечения седла клапана используйте фрезы для седел клапанов 1. Должно использоваться три фрезы: 1-ая – для того, чтобы получить фаску 15°, 2-ая – 60° и 3-я – 45°. Третья фреза (45°) используется для того, чтобы обеспечить требуемую ширину фаски.
Ширина фаски седла седла впускного клапана «b»: 1,1–1,3 мм.
С – притирка клапанов.
Притирку клапана к седлу производите в два приема, сначала с использованием крупнозернистой притирочной пасты, которая наносится на рабочую поверхность, затем с использованием мелкозернистой притирочной пасты, при этом необходимо использовать приспособление для притирки клапанов и придерживаться обычного способа притирки.