|
|
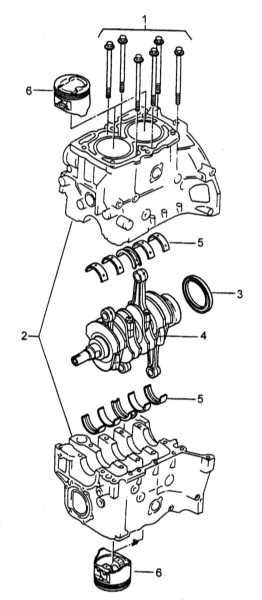
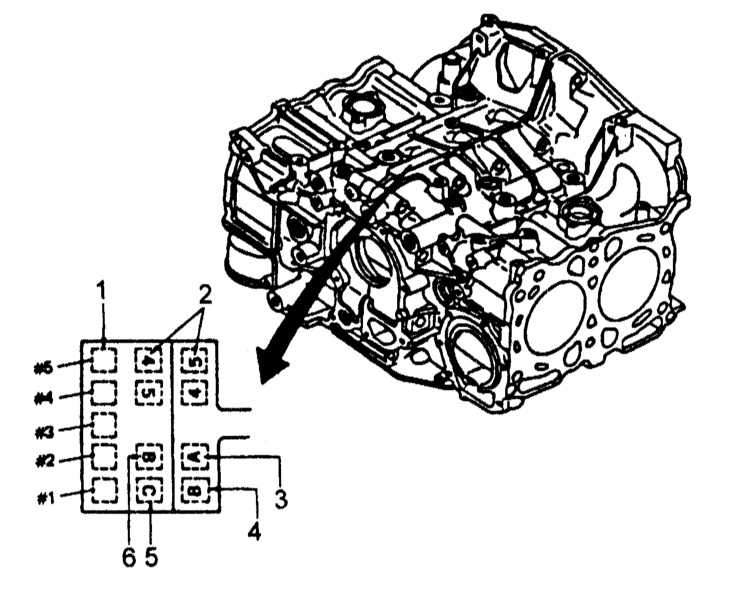
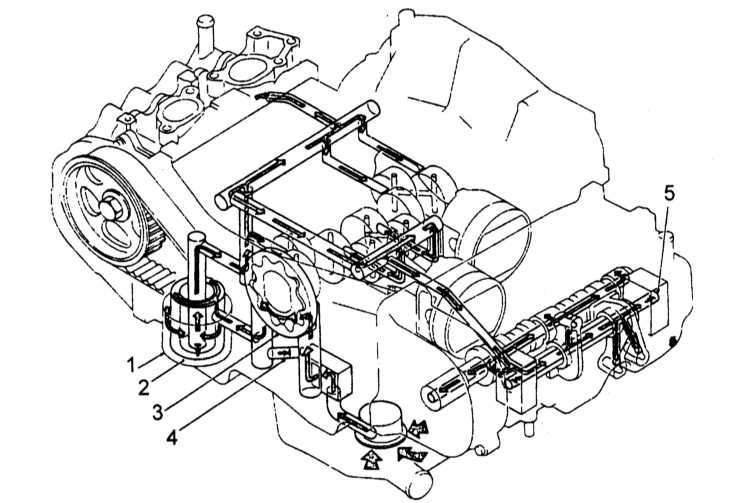
1. Размерная маркировка выбивается на передней
стороне блока. Поршни стандартных размеров делятся на три размерных
группы (А, В и С) и должны устанавливаться в цилиндры, помеченные
соответствующим образом.
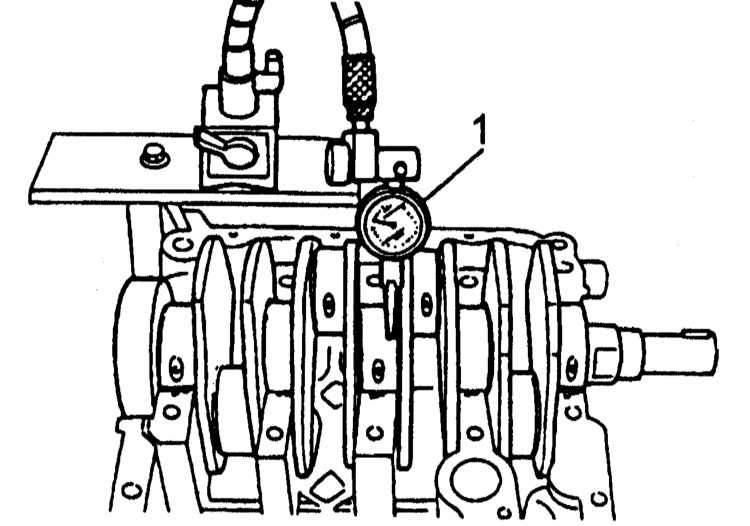
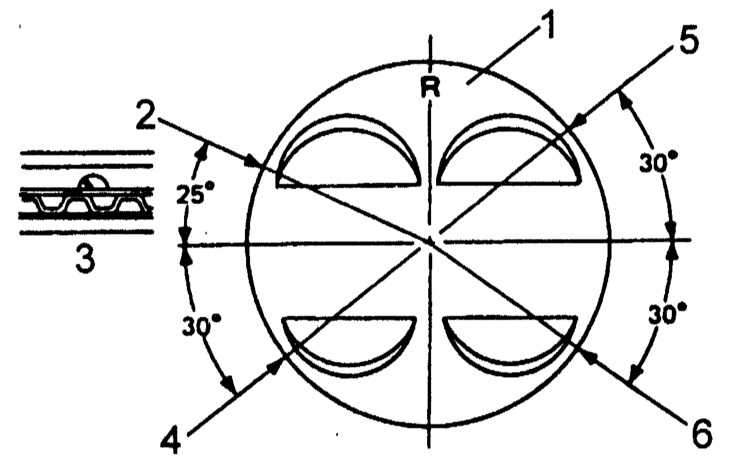
2. При замене изношенных поршней сменные элементы подбираются исходя
из величины посадочного зазора в цилиндре. Измерьте внутренний диаметр
каждого из цилиндров в четырех сечениях перпендикулярно оси поршневого
пальца (в
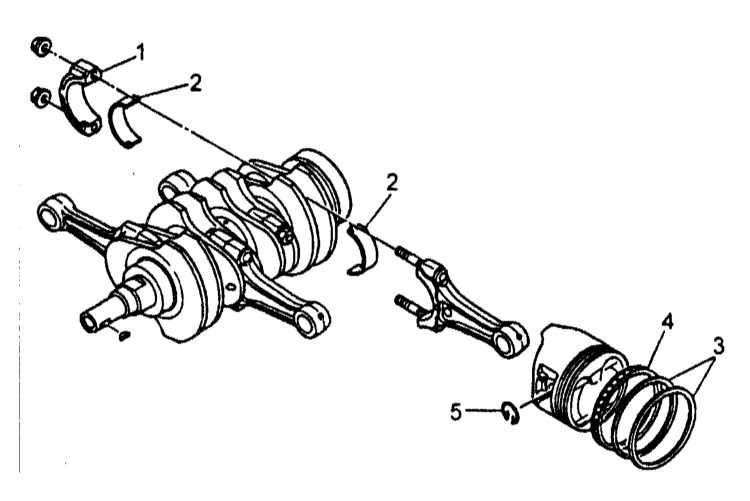
10, 45, 80 и 115 мм
от оси поршневого
пальца).

|
Измерения
следует производить при температуре 20°С.
|
3. Приготовив комплект поршней ремонтного размера, измерьте диаметры
их юбок в плоскости перпендикулярной оси поршневого пальца на расстоянии
h = 52.0 мм
от днища.
|
|
Измерение
производите при температуре 20°С.
|
4. Сравнив результаты измерений с требованиями Спецификаций
определите величины посадочных зазоров поршней, оцените конусность
и овальность цилиндров, в случае необходимости отдайте блок в проточку.

|
Все цилиндры
должны протачиваться до одинакового ремонтного размера! Если
растачивание без превышения предельно допустимого размера
не представляется возможным, блок подлежит замене!
|
5. Перед сборкой двигателя в обязательном порядке проводится хонингование
зеркал цилиндров с целью достижения правильной посадки на них поршневых
колец, обеспечивающей должную герметичность камер сгорания.
|
|
При отсутствии
под рукой необходимых инструментов или нежелании самостоятельно
выполнять хонингование, работа за вполне умеренную плату может
быть поручена специалистам мастерской автосервиса.
|
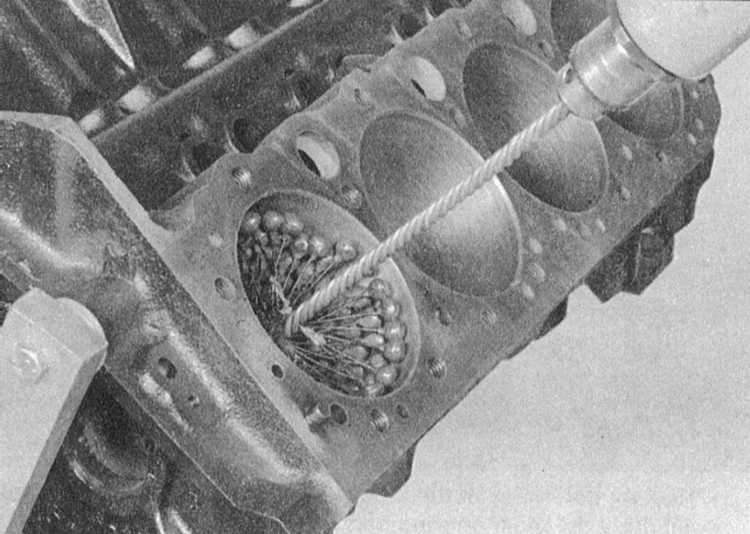
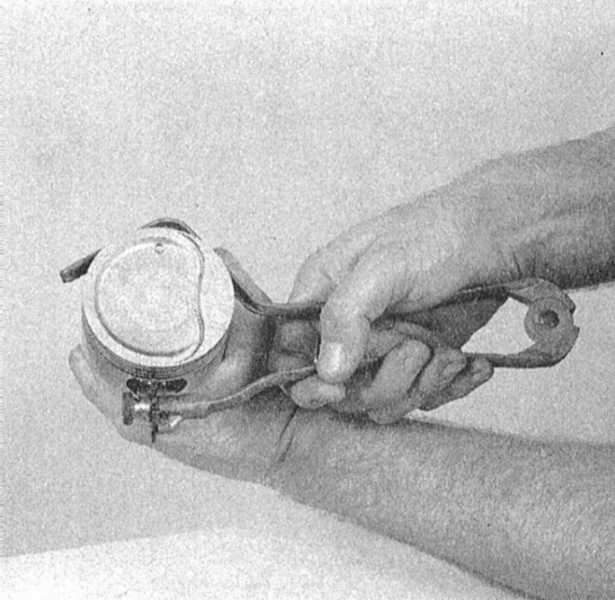
6. Выпускаются два типа хонов для обработки зеркал цилиндров: хон
типа “бутылочный ершик” и, более традиционный, поверхностный хон в
виде насадки с подпружиненными точильными камнями. Оба инструмента
обеспечивают необходимое качество обработки зеркал цилиндров, хотя
использование первого для неопытного механика предпочтительнее. Потребуется
также достаточное количество ветоши, специального хонинговочного или
просто жидкого машинного масла, а также электродрель в качестве привода
для хонинговочных насадок. Действуйте в следующем порядке:
a) Зажмите хон в патрон электродрели, сведите
подпружиненные точильные камни/прутья ершика насадки и заправьте последнюю
в цилиндр.
|
|
Не забудьте
надеть защитные очки или лицевой щиток!
|
|
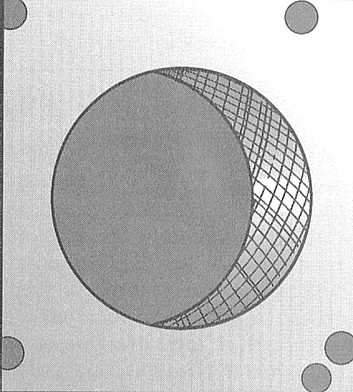
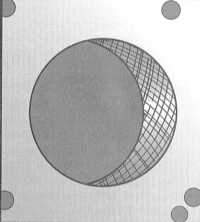
| b) Обильно смочите
зеркало обрабатываемого цилиндра маслом, включите дрель и начинайте
совершать насадкой возвратно-поступательные движения внутри цилиндра.
Скорость вертикального перемещения хона должна обеспечивать нанесение
на поверхности зеркала цилиндра сетчатого узора с углом пересечения
сторон ячеи около 60°. Не жалейте масла и старайтесь не снимать с
поверхности стенок цилиндра больше материала, чем это действительно
необходимо для достижения требуемого результата.
|

|
|
|
Изготовители
поршневых колец могут предъявлять собственные требования к
углу пересечения сторон ячеи сетчатого узора, - внимательно
ознакомьтесь с инструкцией на упаковке ремнабора.
|
c) Не извлекайте хон из цилиндра до полной
остановки дрели! Продолжайте совершать возвратно-поступательные движения
насадкой до тех пор, пока она не прекратит вращаться. После остановки
дрели сожмите точильные камни и извлеките хон из цилиндра. При пользовании
хоном типа “бутылочный ершик” дождитесь полной остановки дрели, затем
извлекайте насадку, продолжая вручную вращать патрон в нормальном
направлении.
d) Протрите ветошью зеркало
цилиндра и переходите к хонингованию следующего.
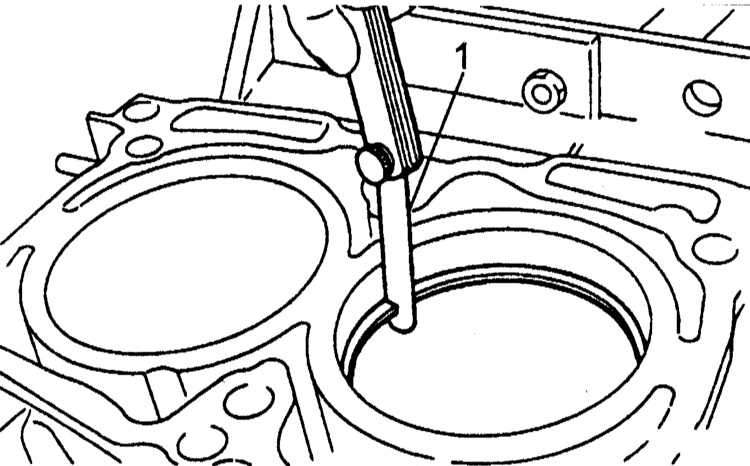
7. По завершении обработки, воспользуйтесь надфилем для снятия фасок
с верхних краев цилиндров, - данная обработка производится с той целью,
чтобы не возникло затруднений с заправкой в цилиндры поршней с надетыми
на них кольцами. Соблюдайте крайнюю осторожность, - не оцарапайте
надфилем зеркало цилиндра.
8. В заключение весь блок должен быть тщательно промыт теплым раствором
мыльной воды.
|
|
Цилиндры можно
считать промытыми, когда после проведения по зеркалу смоченной
маслом белой ветошью на ней не остается серого налета. Не
забудьте прочистить цилиндрической щеткой все масляные отверстия
и каналы, затем промойте блок струей воды под напором.
|
9. После промывки тщательно просушите блок и смажьте проточенные поверхности
маслом для защиты их от коррозии. До начала сборки двигателя заверните
блок в чистый полиэтиленовый пакет.
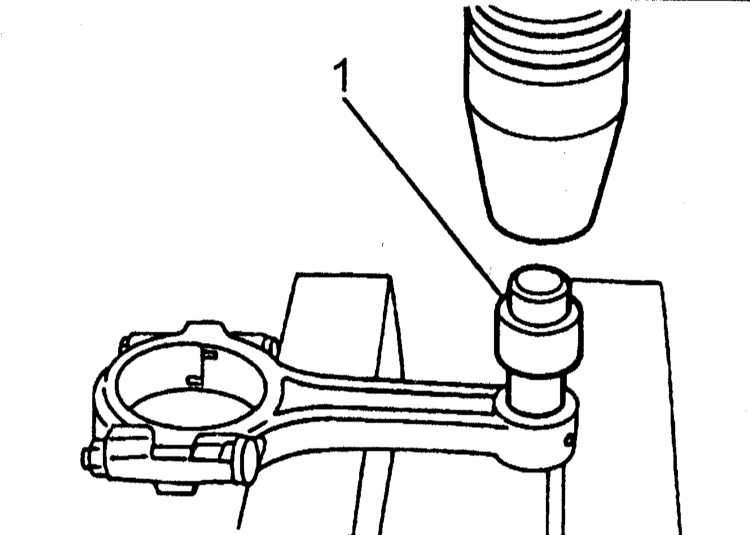
10. Предварительно поршни и шатуны должны быть тщательно очищены.
Кольца с поршней необходимо снять.
|
|
Поршневые
кольца подлежат замене в обязательном порядке.
|
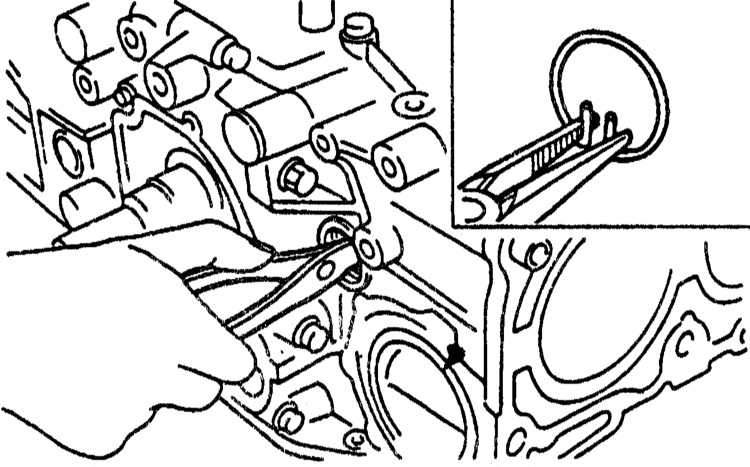
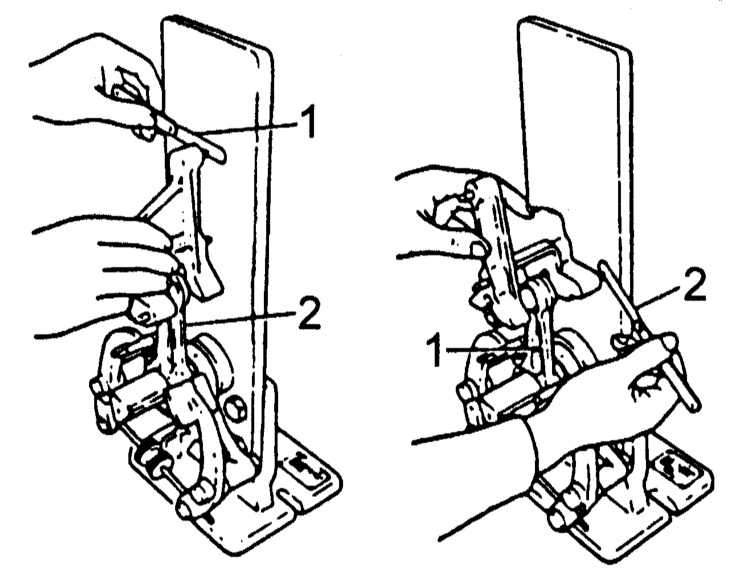
11. При помощи специального приспособления снимите кольца с поршней,
- постарайтесь случайно не повредить стенки последних.
12. Соскоблите с днищ поршней следы угольных отложений. После удаления
основного слоя отложений зачистите поверхность вручную проволочной
щеткой или куском мелкозернистой наждачной бумаги.
|
|
Ни в коем случае
не используйте для зачистки изготовленных из мягкого материала
и легко подверженных эрозии поршней проволочные насадки к
электродрели!
|
|
| 13. При помощи специального приспособления прочистите
канавки под установку колец на поршнях.. Альтернативно можно воспользоваться
для этой цели обломком старого поршневого кольца, однако соблюдайте
осторожность, - не оцарапайте дно и стенки канавки и не порежьте пальцы.
|


|
14. Удалив основные отложения, промойте шатунные
сборки растворителем и тщательно просушите их, по возможности с применением
сжатого воздуха.
|
|
При пользовании
сжатым воздухом не забывайте надевать защитные очки! Проверьте
проходимость масловозвратных отверстий в задних стенках канавок
под установку поршневых колец, а также масляных отверстий
в нижних головках шатунов.
|
15. Если стенки поршней и зеркала цилиндров не повреждены и чрезмерно
не изношены, а блок двигателя не протачивался и не заменялся, необходимость
в замене поршней также отпадает. Нормальный износ поршней проявляется
в виде вертикальных следов выработки по упорной поверхности и небольшой
слабины посадки верхнего компрессионного кольца в своей канавке. Не
забывайте, что замена поршневых колец производится в обязательном
порядке, вне зависимости от их состояния.
16. Внимательно осмотрите каждый из поршней на наличие трещин в юбке,
вокруг выступов под установку поршневых пальцев и в районе расположения
колец.
17. Проверьте упорные поверхности юбки поршня на наличие царапин,
днище - на наличие сквозных отверстий и прогаров по краю. Присутствие
царапин на юбке можно расценивать как признак длительных перегревов
двигателя, либо слишком раннего зажигания воздушно-топливной смеси,
- проверьте исправность функционирования системы охлаждения. Прогары
по краям днища являются свидетельством детонации. В любом случае,
причина выявленного нарушения должна быть устранена во избежание рецидивов.
В качестве возможных причин образования перечисленных дефектов могут
выступать также утечки всасываемого воздуха, неправильная компоновка
воздушно-топливной смеси, нарушение установки угла опережения зажигания,
неправильное функционирование систем зажигания и EGR.
18. Точечная коррозия поршней в виде каверн говорит о попадании в
камеры сгорания и/или картер двигателя охлаждающей жидкости. Опять-таки,
позаботьтесь, чтобы причина внутренних утечек была устранена.
|
|