2.2. Двигатель мод. 2106
Особенности конструкции
Двигатель рядный, четырехцилиндровый с вертикальным расположением цилиндров, четырехтактный, карбюраторный. Камеры сгорания клиновидные с рядным расположением клапанов. Распределительный вал установлен в головке блока цилиндров и приводится во вращение двухрядной роликовой цепью. Привод распределителя зажигания, масляного и топливного насосов осуществляется от промежуточного валика, установленного в блоке цилиндров.
Основными базовыми деталями двигателя являются блок цилиндров и головка блока цилиндров, к которым крепятся детали, узлы и вспомогательные агрегаты, обеспечивающие его работу.
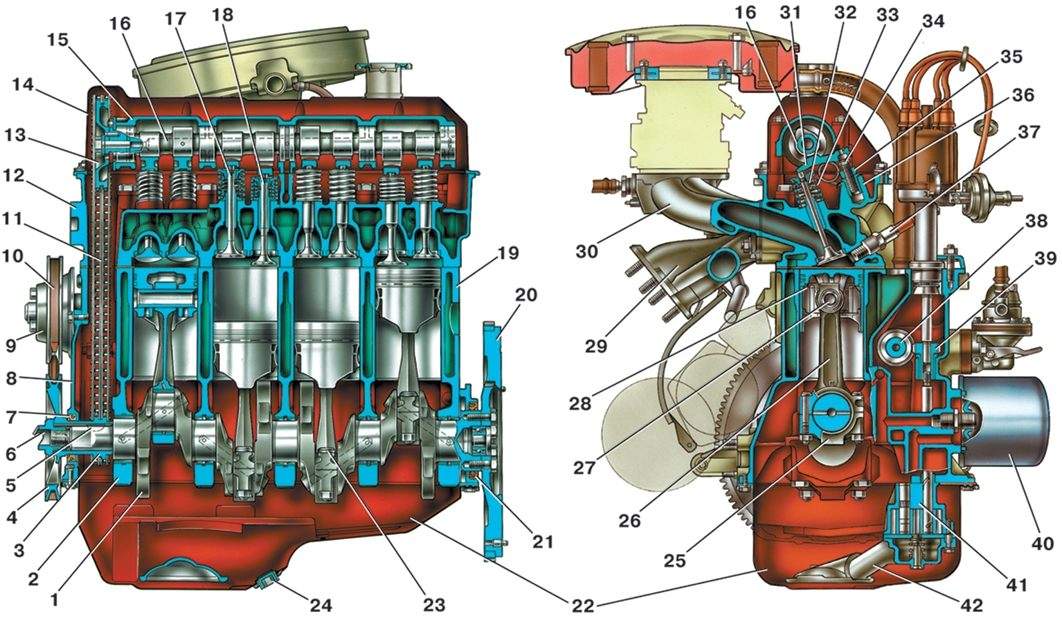 |
Рис. 2.36. Устройство двигателя мод. 2106: 1 – коленчатый вал, 2 – крышка коренного подшипника коленчатого вала; 3 – звездочка коленчатого вала; 4 – шкив коленчатого вала; 5 – шпонка шкива и звездочки коленчатого вала; 6 – храповик (или болт крепления шкива); 7 – передний сальник коленчатого вала; 8 – крышка привода механизма газораспределения; 9 – шкив водяного насоса; 10 – ремень привода генератора и водяного насоса; 11 – цепь привода газораспределительного механизма; 12 – головка блока цилиндров; 13 – звездочка распределительного вала; 14 – крышка головки блока цилиндров; 15 – корпус подшипников распределительного вала; 16 – распределительный вал; 17 – впускной клапан; 18 – выпускной клапан; 19 – блок цилиндров; 20 – маховик; 21 – задний сальник коленчатого вала; 22 – масляный картер; 23 – болт шатуна; 24 – пробка отверстия для слива масла; 25 – крышка шатуна; 26 – шатун; 27 – поршневой палец; 28 – поршень; 29 – выпускной коллектор; 30 – впускная труба; 31 – рычаг привода клапана; 32 – внутренняя пружина клапана; 33 – наружная пружина клапана; 34 – регулировочный болт; 35 – контргайка регулировочного болта; 36 – резьбовая втулка регулировочного болта; 37 – свеча зажигания; 38 – вал привода вспомогательных агрегатов; 39 – шестерня привода масляного насоса и распределителя зажигания; 40 – масляный фильтр; 41 – масляный насос; 42 – приемный патрубок масляного насоса
|
Блок цилиндров 19 (рис. 2.36) представляет собой единую отливку из специального чугуна, образующую цилиндры, рубашку охлаждения, верхнюю часть картера и пять опор коленчатого вала, выполненных в виде перегородок картера и усиленных ребрами жесткости. На блоке цилиндров имеются специальные приливы, фланцы, отверстия для крепления деталей, узлов и агрегатов, а также выполнены каналы главной масляной магистрали.
Головка блока цилиндров 12 представляет собой единую отливку из алюминиевого сплава, образующую камеры сгорания клинового типа с впускными и выпускными каналами, рубашку охлаждения, бобышки, фланцы и резьбовые отверстия для крепления корпуса подшипников распределительного вала, деталей газораспределительного механизма, впускной трубы с карбюратором и выпускного коллектора, деталей системы охлаждения, крышки головки, свечей зажигания и датчика температуры охлаждающей жидкости. В головку блока цилиндров запрессованы направляющие втулки клапанов и седла впускных и выпускных клапанов.
Между головкой и блоком цилиндров установлена пропитанная графитом прокладка из асбеста, армированного металлическим каркасом.
Поршни 28 отлиты из высокопрочного алюминиевого сплава. Юбки поршней имеют сложную геометрическую форму: по высоте коническую, с большим основанием внизу юбки, а в поперечном сечении овальную, с большей осью, расположенной перпендикулярно оси поршневого пальца. Наружная поверхность поршней покрыта оловом. Оси отверстий под поршневые пальцы смещены от оси симметрии поршней на 2 мм в правую сторону двигателя. На цилиндрической поверхности поршней выполнены три кольцевые канавки для поршневых колец.
Поршневые кольца изготовляют методом индивидуальной отливки из легированного чугуна. На каждом поршне устанавливают три поршневых кольца: два компрессионных и одно маслосъемное.
Поршневой палец 27 стальной, пустотелый. Его наружная поверхность цементирована и закалена токами высокой частоты.
Шатун 26 стальной кованый. Отверстие под вкладыши шатунного подшипника обрабатывают совместно с крышкой 25. Вкладыши шатунного подшипника сталеалюминиевые, взаимозаменяемые.
Коленчатый вал 1, отлитый из высокопрочного чугуна, имеет пять коренных шеек и четыре противовеса. На переднем конце вала устанавливают звездочку 3 цепи привода механизма газораспределения и шкив 4 привода водяного насоса и генератора; на заднем конце вала – фланец для крепления маховика 20 и гнездо для подшипника первичного вала коробки передач. Коренные и шатунные шейки закалены токами высокой частоты на глубину 2–3 мм. Вкладыши коренных подшипников тонкостенные сталеалюминиевые.
Распределительный вал 16 чугунный литой, имеет пять опор и восемь кулачков. Рабочие поверхности кулачков азотированы. Вал установлен в съемном корпусе 15, закрепленном на головке блока десятью шпильками. На переднем конце вала установлена ведомая звездочка 13 привода.
Распределительный вал приводится во вращение двухрядной роликовой цепью 11, имеющей 116 звеньев, от ведущей звездочки 3, установленной на коленчатом валу. Этой же цепью приводится звездочка вала 38 привода вспомогательных агрегатов (масляного и топливного насосов, а также распределителя зажигания). Натягивают цепь пружинным натяжителем через башмак с накладкой. Колебания цепи гасятся успокоителем.
Выпускные клапаны 18 сварные из двух частей: стержня из хромоникелемолибденовой стали, тарелки из хромоникелемарганцевой стали с наплавкой рабочей фаски специальным жаростойким сплавом. Впускные клапаны 17 изготовлены из хромоникелемолибденовой стали. Стержни всех клапанов азотированы, а торцы стержней закалены токами высокой частоты. Клапаны перемещаются в направляющих втулках под действием кулачков распределительного вала через стальные рычаги 31, опирающиеся одним плечом на сферические головки регулировочных болтов 34, другим – на торцы стержней клапанов. Регулировочные болты ввернуты во втулки 36 и застопорены гайками 35.
Масляный картер 22 стальной штампованный, закрывает блок цилиндров снизу и служит резервуаром для масла.
Система смазки комбинированная: наиболее нагруженные детали смазываются под давлением, остальные – разбрызгиванием. Под давлением смазываются коренные и шатунные подшипники коленчатого вала, опоры и кулачки распределительного вала, подшипники вала привода вспомогательных агрегатов, втулка зубчатого колеса привода масляного насоса и распределителя зажигания.
Система состоит из масляного картера 22, шестеренчатого масляного насоса 41 с встроенным редукционным клапаном и маслоприемником 42, имеющим сетчатый фильтр гру-
бой очистки масла, полнопоточного фильтра 40 тонкой очистки масла с перепускным и противодренажным клапанами, датчика контрольной лампы недостаточного давления масла и масляных каналов.
Система охлаждения двигателя состоит из рубашки охлаждения, выполненной в литье и окружающей цилиндры в блоке, камеры сгорания и газовых каналов в головке блока цилиндров и впускной трубе.
Принудительную циркуляцию жидкости в системе обеспечивает центробежный водяной насос с приводом от коленчатого вала с помощью клинового ремня 10. Для поддержания нормальной рабочей температуры охлаждающей жидкости в систему охлаждения устанавливают термостат, перекрывающий большой круг системы при непрогретом двигателе и низкой температуре охлаждающей жидкости.
Система питания двигателя состоит из диафрагменного топливного насоса с механизмом ручного привода, карбюратора, фильтра тонкой очистки топлива и топливных шлангов.
Система зажигания состоит из распределителя, установленного в специальном приливе блока цилиндров, катушки высокого напряжения, свечей 37 и проводов высокого напряжения.
Возможные неисправности двигателя мод. 2106, их причины и способы устранения практически не отличаются от описанных для двигателя мод. 331 (см. «Двигатель мод. 331»), за исключением некоторых особенностей: у двигателя мод. 2106 не бывает неисправности «Стук поршневых пальцев» вследствие другого способа их крепления; чрезмерный шум цепи привода распределительного вала может быть вызван заеданием штока натяжителя цепи; охлаждающая жидкость может проникнуть в картер двигателя только при повреждении прокладки головки блока, так как у этого двигателя нет съемных гильз цилиндров; при высоком расходе масла на угар, вызванном износом зеркала цилиндров, работоспособность двигателя восстанавливают только расточкой и хонингованием цилиндров по той же причине, что и у предыдущей неисправности; повышенный расход масла при исправной цилиндропоршневой группе может быть вызван износом или повреждением маслосъемных колпачков на направляющих втулках клапанов, а также затвердеванием материала, из которого они изготовлены (у двигателя мод. 331 другая конструкция уплотнения этого узла); двигатель может не пускаться, работать неустойчиво или останавливаться на холостом ходу и по причине сгорания резистора в роторе распределителя зажигания (в распределителе двигателя мод. 331 резистора нет).
Снятие и установка
Снимают и устанавливают двигатель мод. 2106 практически в том же порядке, что и мод. 331. Различие состоит только в расположении отсоединяемых узлов и деталей и количестве крепежных элементов.
Разборка
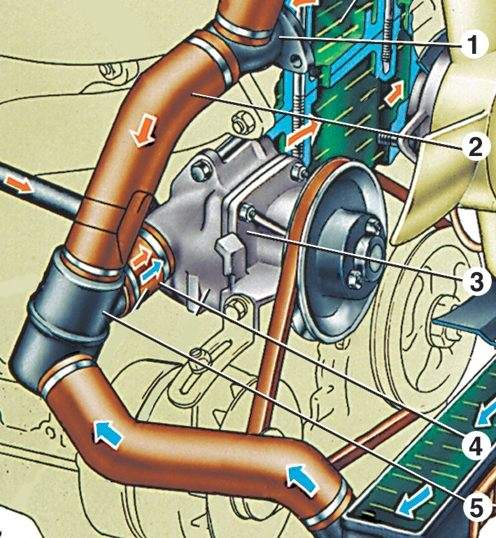 |
Рис. 2.37. Насос охлаждающей жидкости: 1 – выпускной патрубок рубашки охлаждения; 2 – шланг от головки блока к термостату (байпас); 3 – насос; 4 – муфта, соединяющая термостат с насосом; 5 – термостат
|
1. Снимите генератор, карбюратор, распределитель зажигания, термостат, топливный насос, масляный фильтр, ремень привода генератора, кронштейн крепления генератора, водяной насос 3 (рис. 2.37), выпускной патрубок охлаждающей жидкости на головке блока, крышку сапуна вентиляции картера и выньте маслоотделитель вентиляции картера.
2. Выверните свечи зажигания, датчик указателя температуры охлаждающей жидкости, датчик контрольной лампы недостаточного давления масла.
3. Снимите картер, масляный насос с маслоприемником, фиксатор сливной трубки маслоотделителя со стаканом.
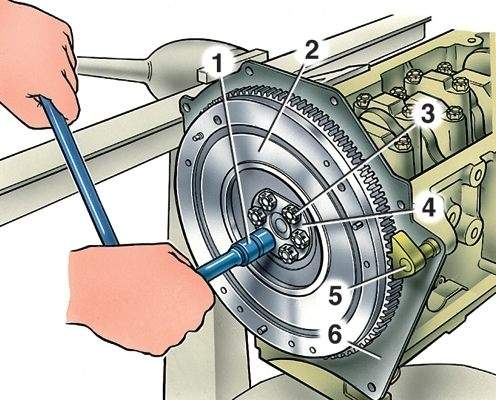 |
Рис. 2.38. Снятие маховика: 1 – ключ; 2 – маховик; 3 – болт крепления маховика; 4 – шайба; 5 – фиксатор для удержания маховика от проворачивания; 6 – передняя крышка картера сцепления
|
4. Снимите шкив коленчатого вала, закрепив маховик 2 (рис. 2.38) фиксатором 5 и отвернув ключом болт крепления шкива.
5. Снимите крышку головки блока цилиндров и крышку привода распределительного вала.
6. Отверните болты крепления звездочек распределительного вала и валика привода вспомогательных агрегатов, предварительно отогнув края их стопорных шайб.
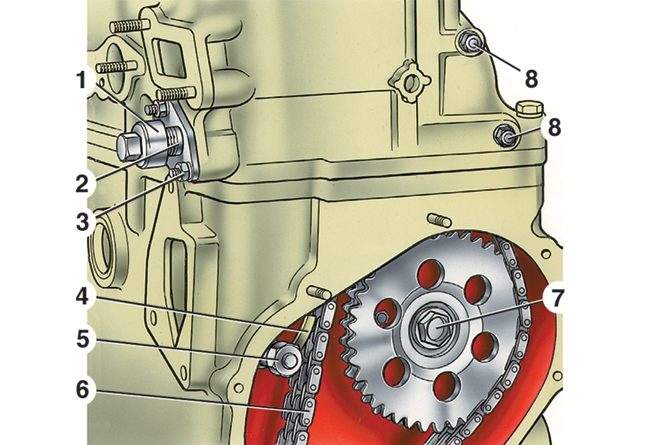 |
Рис. 2.39. Элементы крепления натяжителя и успокоителя цепи: 1 – колпачковая гайка натяжителя; 2 – корпус натяжителя; 3 – гайка крепления натяжителя; 4 – башмак натяжителя; 5 – болт крепления башмака; 6 – цепь привода распределительного вала; 7 – болт крепления звездочки валика привода масляного насоса; 8 – болт крепления успокоителя
|
7. Отверните колпачковую гайку 1 (рис. 2.39) натяжителя цепи, отожмите монтажной лопаткой шток натяжителя и зафиксируйте его в этом положении, затянув колпачковую гайку.
8. Отверните две гайки 3 крепления натяжителя цепи к головке блока цилиндров, снимите натяжитель и, отвернув болт 5, снимите башмак 4 натяжителя цепи.
9. Выверните из нижней части блока цилиндров ограничительный палец цепи, снимите звездочки привода вспомогательных агрегатов и распределительного вала и выньте цепь через верхнее окно в головке блока.
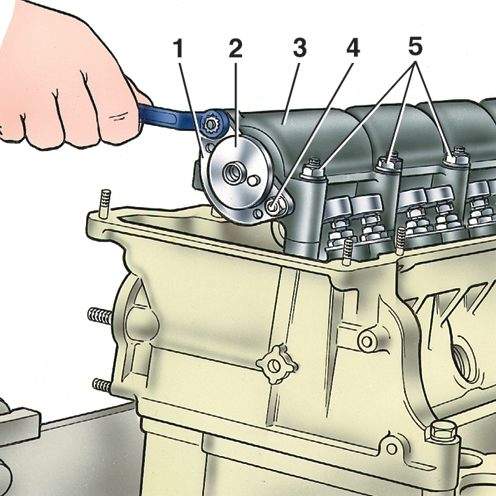 |
Рис. 2.40. Cнятие упорного фланца распределительного вала: 1 – упорный фланец; 2 – распределительный вал; 3 – корпус подшипников; 4 – гайка шпильки крепления упорного фланца;
5 – гайки крепления корпуса подшипников
|
10. Ослабив гайки 4 (рис. 2.40) крепления упорного фланца 1 распределительного вала, отверните гайки 5 крепления корпуса подшипников распределительного вала, снимите со шпилек расположенные под ними плоские шайбы и снимите корпус с распределительным валом.
11. Отверните гайки 4, снимите пружинные шайбы и выньте из проточки распределительного вала упорный фланец 1.
12. Осторожно, чтобы не повредить острыми кромками кулачков поверхность опор корпуса подшипников, выньте из корпуса распределительный вал.
13. Отверните болты крепления головки блока цилиндров и снимите ее вместе с выпускным коллектором и впускной трубой.
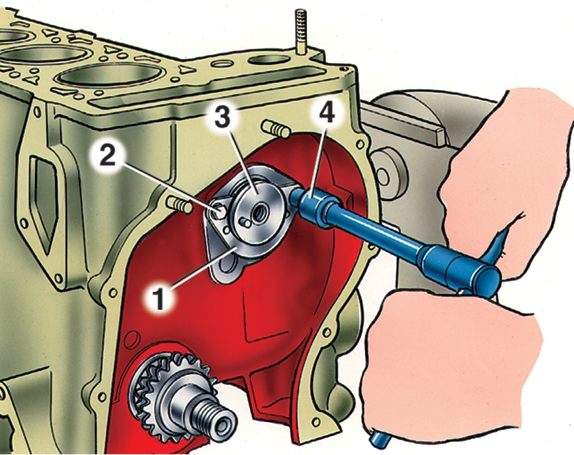 |
Рис. 2.41. Снятие валика привода масляного насоса: 1 – упорный фланец; 2 – болт крепления фланца; 3 – валик привода вспомогательных агрегатов; 4 – ключ
|
14. Отверните два болта 2 (рис. 2.41) крепления упорного фланца 1 валика 3 привода вспомогательных агрегатов, снимите упорный фланец и выньте валик из блока цилиндров.
15. Снимите универсальным съемником звездочку привода распределительного вала с коленчатого вала.
16. Отверните гайки шатунных болтов, снимите крышки шатунов и осторожно выньте поршни с шатунами через цилиндры.
|
ПРИМЕЧАНИЕ
Вынимая поршни, пометьте поршень и крышку его шатуна, чтобы при сборке установить их в прежние цилиндры.
|
17. Установите на маховик фиксатор 5 (см. рис. 2.38), если он был снят после отворачивания болта крепления шкива. Отверните болты крепления ведущего диска сцепления и снимите его вместе с ведомым диском. Отверните болты 3 крепления маховика, снимите шайбу 4 и маховик с коленчатого вала.
18. Отверните две гайки крепления передней крышки 6 картера сцепления, снимите с закладных шпилек пружинные шайбы и снимите переднюю крышку.
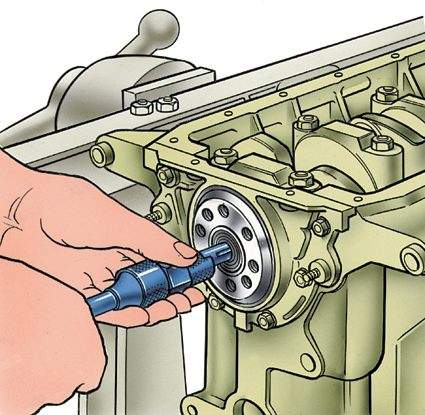 |
Рис. 2.42. Выпрессовка подшипника вала коробки передач из коленчатого вала с по-
мощью выталкивателя
|
19. Выталкивателем выпрессуйте передний подшипник первичного вала коробки передач из гнезда коленчатого вала (рис. 2.42).
20. Отвернув шесть гаек крепления, снимите держатель заднего сальника коленчатого вала с сальником и прокладкой.
21. Отверните болты крышек коренных подшипников, снимите их вместе с нижними вкладышами, затем снимите коленчатый вал, верхние вкладыши и упорные полукольца на задней опоре.
Номинальные размеры, допуски и посадки основных сопрягаемых деталей двигателя и предельно допустимые зазоры, износ при эксплуатации и отклонения геометрической формы даны в табл. 2.4.
Таблица 2.4 Номинальные размеры, допуски и посадки основных сопрягаемых деталей двигателя мод. 2106 и предельно допустимые зазоры, износ при эксплуатации и отклонения геометрической формы

Сборка
1. Вымытый и очищенный блок цилиндров установите на стенд и заверните в него недостающие шпильки.
2. Уложите в гнездо среднего коренного подшипника коленчатого вала и в его крышку вкладыши без выточки на внутренней поверхности, имеющие по сравнению с остальными увеличенную ширину, а в остальные гнезда и соответствующие крышки – вкладыши с выточкой. В гнезда блока цилиндров 1, 2, 4 и 5-го коренных подшипников можно установить вкладыши также без выточки. Вкладыши устанавливайте только руками без применения какого-либо инструмента таким образом, чтобы отогнутый ус на кромке вкладыша вошел в паз гнезда или крышки подшипника.
|
ПРИМЕЧАНИЕ
Вкладыши подшипников и упорные полукольца коленчатого вала, а также поршни и манжеты перед установкой смажьте моторным маслом.
|
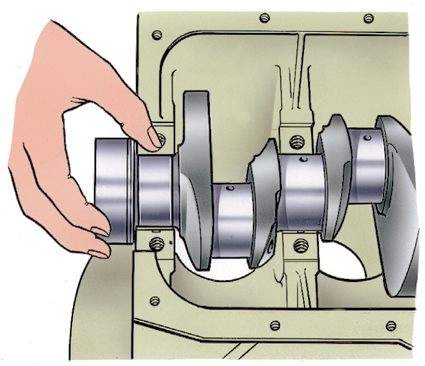 |
Рис. 2.43. Установка упорных полуколец на задней опоре двигателя
|
3. Уложите в коренные подшипники коленчатый вал и вставьте в гнезда задней опоры два упорных полукольца (рис. 2.43), подобранные по толщине.
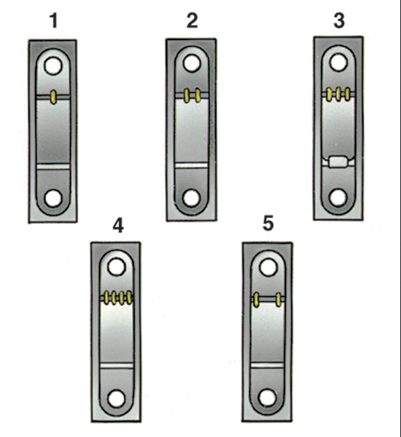 |
Рис. 2.44. Метки на крышках коренных подшипников (счет опор ведется от передней части двигателя) и условный номер блока цилиндров двигателя
|
4. Установите крышки коренных подшипников в соответствии с метками (рис. 2.44), и затяните болты моментом 70–86 Н·м (7,0–8,6 кгс·м).
|
ПРЕДУПРЕЖДЕНИЯ
1. Крышки коренных подшипников устанавливайте в прежний блок не обезличивая. Для этого блок цилиндров и принадлежащие ему крышки помечены одинаковым условным номером (см. рис. 2.44 и 2.56).
2. При установке упорных полуколец выемки на их рабочих поверхностях должны быть обращены к упорным поверхностям коленчатого вала, причем с передней стороны задней опоры расположите сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
|
 |
Рис. 2.56. Маркировка размерной группы цилиндров на блоке цилиндров (красные стрелки) и условного номера блока цилиндров (черная стрелка)
|
5. Уложите на задний фланец блока цилиндров прокладку держателя сальника.
 |
Рис. 2.45. Держатель заднего сальника коленчатого вала (cтрелками указаны выступы для центрирования держателя относительно фланца коленчатого вала)
|
6. Наденьте держатель с сальником (рис. 2.45) на оправку; передвинув его с оправки на фланец коленчатого вала, отцентрируйте по трем установочным выступам и прикрепите к блоку цилиндров.
7. Установите на две центрирующие втулки, запрессованные в задний фланец блока, переднюю крышку картера сцепления и закрепите ее гайками на держателе заднего сальника.
8. Установите маховик на фланец коленчатого вала так, чтобы метка (конусообразная лунка) около обода маховика расположилась напротив оси шатунной шейки 4-го цилиндра, заблокируйте фиксатором маховик и прикрепите его болтами к фланцу коленчатого вала моментом 78–89 Н·м (7,8–8,9 кгс·м).
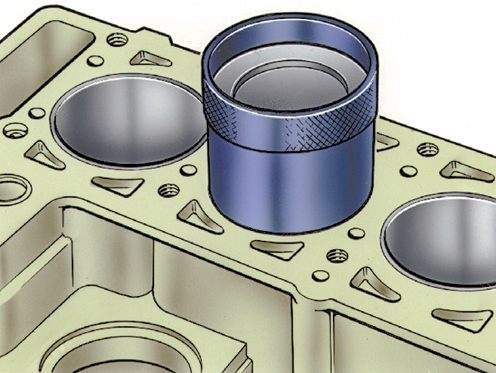 |
Рис. 2.46. Установка поршня с поршневыми кольцами в цилиндр двигателя с помощью втулки из набора
|
9. С помощью втулки-оправки из набора вставьте в цилиндры поршни с шатунами (рис. 2.46). Набор состоит из трех втулок: одна – для поршней номинального размера и две – для поршней ремонтного размера (увеличенного на 0,4–0,7 мм). Выберите втулку, предназначенную для размера устанавливаемого поршня.
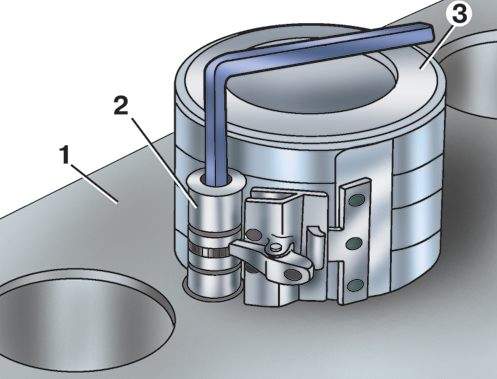 |
Рис. 2.47. Установка шатунно-поршневой группы в цилиндр двигателя: 1 – блок цилиндров; 2 – приспособление для сжатия поршневых колец; 3 – поршень
|
Если нет специального набора втулок-оправок, можно воспользоваться универсальным приспособлением для сжатия поршневых колец (рис. 2.47).
|
ПРЕДУПРЕЖДЕНИЕ
Отверстие для пальца на поршне смещено на 2 мм в правую сторону двигателя, поэтому при установке поршней в цилиндры метка «П» на днище поршня или стрелка на бобышке под поршневой палец должны быть обращены к передней части двигателя.
|
10. Установите вкладыши в шатуны и крышки шатунов таким же образом, как это делали для коренных подшипников.
11. Соедините шатуны с шейками коленчатого вала, установите крышки и затяните гайки шатунных болтов моментом 44–55 Н·м (4,4–5,5 кгс·м).
12. Установите звездочку на коленчатый вал.
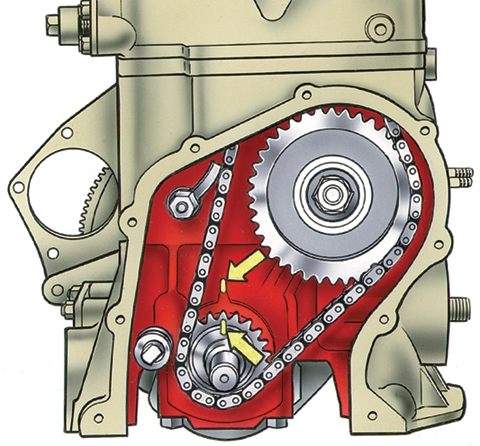 |
Рис. 2.48. Проверка совпадения установочной метки на звездочке коленчатого вала с меткой на блоке цилиндров двигателя
|
13. Поверните коленчатый вал так, чтобы метка на звездочке коленчатого вала совпала с меткой на блоке цилиндров (рис. 2.48).
14. Установите в блок цилиндров валик привода вспомогательных агрегатов и закрепите его упорным фланцем.
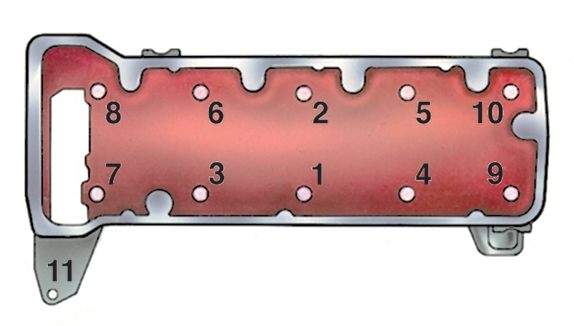 |
Рис. 2.49. Порядок затяжки болтов крепления головки блока цилиндров
|
15. Установите по двум центрирующим втулкам на блоке головку блока цилиндров с прокладкой, выпускным коллектором, впускной трубой и заборником горячего воздуха и затяните болты крепления головки в определенной последовательности (рис. 2.49) в два приема: предварительно моментом 34–42 Н·м (3,4–4,2 кгс·м) болты 1–10; окончательно моментом 98–121 Н·м (9,8–12,1 кгс·м) болты 1–10 и моментом 32–40 Н·м (3,2–4,0 кгс·м) болт 11.
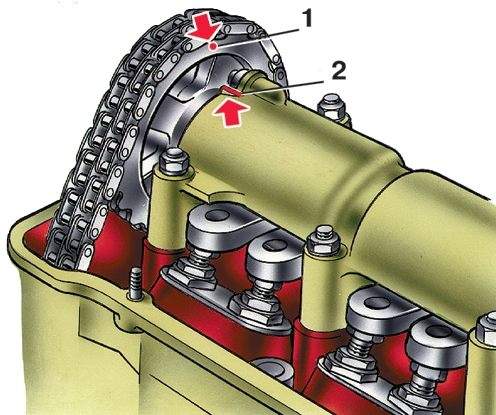 |
Рис. 2.50. Установка поршня 4-го цилиндра в ВМТ в конце такта сжатия: 1 – установочная метка на звездочке распределительного вала; 2 – установочный прилив на корпусе подшипников распределительного вала
|
16. Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка 1 (рис. 2.50) в виде лунки на звездочке находилась против установочного прилива 2 на корпусе подшипников.
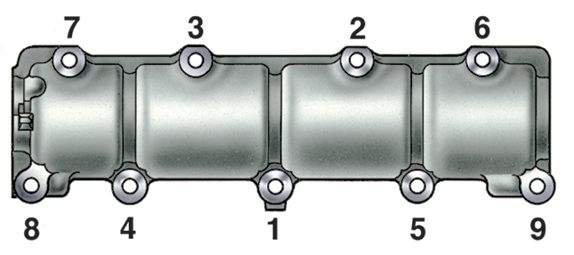 |
Рис. 2.51. Порядок затяжки гаек крепления корпуса подшипников распределительного вала
|
Затем снимите звездочку; не изменяя положения вала, установите корпус подшипников на головку блока цилиндров и закрепите его, затягивая гайки крепления в определенной последовательности (рис. 2.51) моментом 19–23 Н·м (1,9–2,3 кгс·м).
17. Установите на головку блока цилиндров успокоитель цепи.
18. Наденьте цепь на звездочку распределительного вала и введите ее в полость привода, устанавливая звездочку на фланец распределительного вала так, чтобы метка 1 (см. рис. 2.50) на ней совпала с приливом 2 на корпусе подшипников. Болт звездочки не затягивайте до упора.
19. Установите звездочку на валик привода вспомогательных агрегатов, не затягивая окончательно болт крепления.
20. Установите башмак натяжителя цепи и натяжитель, не затягивайте колпачковую гайку, чтобы пружина натяжителя могла прижать башмак.
21. Заверните в блок цилиндров ограничительный палец цепи.
22. Проверните коленчатый вал на два оборота в направлении вращения, чтобы обеспечить нужное натяжение цепи; проверьте совпадение меток на звездочках с метками на блоке цилиндров (см. рис. 2.48) и на корпусе подшипников (см. рис. 2.50).
23. Если метки совпадают, заблокируйте маховик фиксатором (см. рис. 2.38) и окончательно затяните болты крепления звездочек моментом 42–51 Н·м (4,2–5,1 кгс·м), колпачковую гайку натяжителя цепи и затем отогните края стопорных шайб болтов звездочек на грани болтов. Если метки не совпадают, то повторите операции 16–22 по установке цепи.
24. Отрегулируйте зазоры между кулачками распределительного вала и рычагами привода клапанов.
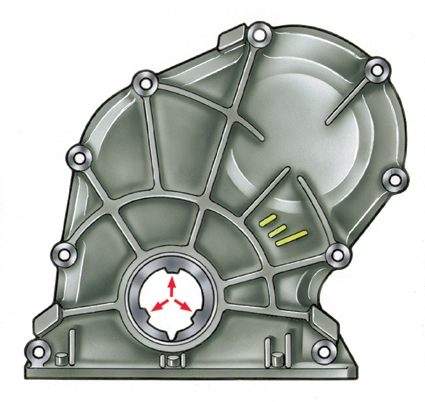 |
Рис. 2.52. Крышка привода распределительного вала (стрелками показаны выступы для центрирования крышки относительно ступицы шкива коленчатого вала)
|
25. Установите крышку привода распределительного вала (рис. 2.52) с прокладкой и сальником на блок цилиндров, не затягивая окончательно болты и гайки крепления. Отцентрируйте оправкой положение крышки относительно конца коленчатого вала по трем установочным выступам (показаны стрелками) и затяните окончательно гайки и болты ее крепления.
26. Установите шкив коленчатого вала и затяните болт его крепления моментом 104–128 Н·м (10,4–12,8 кгс·м).
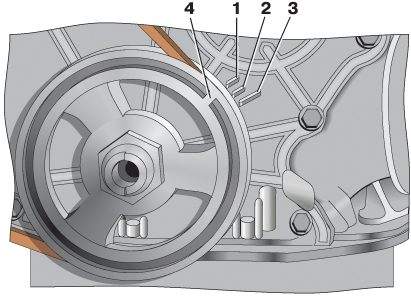 |
Рис. 2.53. Установочные метки на шкиву коленчатого вала и крышке привода механизма газораспределения: 1 – метка опережения зажигания на 10°; 2 – метка опережения зажигания на 5°; 3 – метка опережения зажигания на 0°; 4 – метка ВМТ на шкиву
|
27. Окончательно проверьте правильность установки привода механизма газораспределения по меткам 4 (рис. 2.53) на шкиву коленчатого вала и 3 на крышке привода. Эти две метки должны совпадать в момент совмещения метки на звездочке распределительного вала с приливом его корпуса (см. рис. 2.50).
28. Установите масляный фильтр, привернув его вручную к штуцеру на блоке цилиндров и смазав предварительно резиновое уплотнительное кольцо моторным маслом.
29. Установите маслоотделитель вентиляции картера и крышку сапуна. Закрепите фиксатор сливной трубки маслоотделителя.
30. Установите масляный насос и масляный картер с прокладками.
|
ПРИМЕЧАНИЯ
1. Рекомендуем при каждой разборке двигателя устанавливать новые прокладки масляного насоса и масляного картера, так как доступ к ним на двигателе, смонтированном на автомобиль, чрезвычайно затруднен.
2. Болты крепления масляного картера затягивайте равномерно крест-накрест без чрезмерных усилий.
|
31. Установите водяной насос, кронштейн генератора и генератор. Наденьте ремень на шкивы водяного насоса, генератора и коленчатого вала и отрегулируйте его натяжение.
32. Установите на головку блока цилиндров подводящую трубку радиатора отопителя и выпускной патрубок 1 (см. рис. 2.37) рубашки охлаждения. Прикрепите к водяному насосу и выпускному коллектору отводящую трубку радиатора отопителя.
33. Установите байпасный шланг 2 от головки блока к термостату и резиновую муфту 4 на водяной насос. Установите термостат на шланг и муфту.
34. Установите на свои места датчики контрольных приборов.
35. Установите в гнездо прилива блока цилиндров шестерню привода масляного насоса и распределителя зажигания, смазав ее хвостовик и зубчатый венец моторным маслом.
36. Установите топливный насос (см. «Система питания»).
37. Проверьте, находится ли поршень 1-го цилиндра в ВМТ (при необходимости установите его в это положение) и установите распределитель зажигания с паронитовой уплотнительной прокладкой на фланце в гнездо блока цилиндров. При этом поверните валик распределителя так, чтобы наружный контакт ротора был направлен в сторону второй слева шпильки крепления крышки головки блока, а корпус распределителя разверните таким образом, чтобы крышка вакуумного корректора была направлена в сторону топливного насоса.
|
ПРЕДУПРЕЖДЕНИЕ
Описанный способ установки распределителя дает весьма приближенный результат и только обеспечивает первый пуск двигателя после сборки. После установки двигателя на автомобиль и его пуска обязательно отрегулируйте окончательно момент зажигания.
|
38. Вверните свечи зажигания и затяните их моментом 32–40 Н·м (3,2–4,0 кгс·м).
39. Установите жгут проводов высокого напряжения.
40. Установите карбюратор с прокладками и присоедините к нему и топливному насосу шланг топливопровода.
41. Установите крышку головки блока цилиндров с прокладкой, разместив на левой передней шпильке ее крепления кронштейн топливопровода. Вставьте в кронштейн топливопровод.
42. Установите передние опоры двигателя с подушками и переходниками.
43. Установите на маховик ведущий и ведомый диски сцепления (см. «Трансмиссия. Сцепление»).
Ремонт деталей и узлов двигателя
Блок цилиндров двигателя
Подготовка блока цилиндров к ремонту и оценка его технического состояния
Вымойте блок цилиндров, погрузив его в ванну с моющим раствором. Затем промойте его струей того же раствора под давлением, чтобы очистить масляные каналы. Тщательно продуйте и просушите сжатым воздухом весь блок цилиндров, особенно систему масляных каналов.
Осмотрите блок цилиндров. Если в опорах или других местах блока цилиндров есть трещины, блок цилиндров замените.
Если есть подозрение, что в картер двигателя попадает охлаждающая жидкость, проверьте герметичность блока цилиндров на специальном стенде. Для этого заглушите все отверстия рубашки охлаждения и нагнетайте в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2), при этом в течение 2 мин не должно быть утечки воды из рубашки. Если рубашка охлаждения негерметична, замените блок, так как эта неисправность устранению не поддается.
При отсутствии стенда можно проверить герметичность блока до снятия и полной разборки двигателя, непосредственно на автомобиле. Для этого слейте жидкость из системы охлаждения, снимите головку блока цилиндров, заполните рубашку охлаждения блока водой и подайте сжатый воздух в вертикальный масляный канал блока. Если в стенках масляных каналов есть трещины или раковины, в воде появятся пузырьки воздуха.
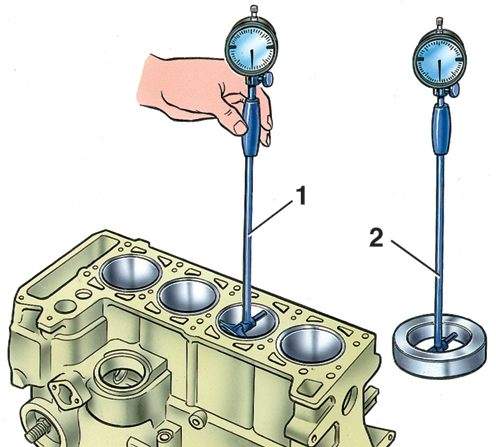 |
Рис. 2.54. Измерение цилиндров двигателя нутромером: 1 – нутромер; 2 – установка нутромера на ноль по калибру
|
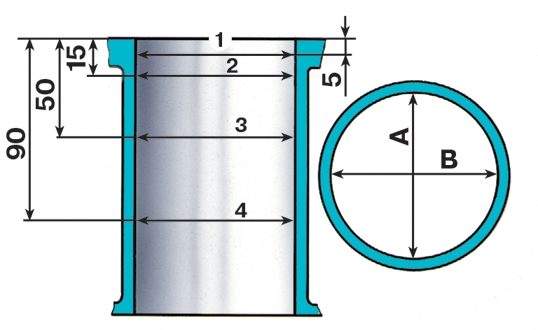 |
Рис. 2.55. Схема измерения цилиндров:
А и В – направления измерения; 1, 2, 3, 4 – номера поясов
|
Проверьте, не превышает ли зазор между цилиндром и поршнем допустимой величины (0,06–0,08 мм для нового двигателя и не более 0,15 мм для работавшего). Зазор определяют замером диаметров цилиндров и поршней. Диаметр цилиндра измеряют нутромером 1 (рис. 2.54) в четырех поясах в продольном и поперечном направлении (рис. 2.55).
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров.
Диаметр поршня измеряют в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.
|
ПРИМЕЧАНИЕ
Цилиндры блока по диаметру разбиты через 0,01 мм на пять классов: А, В, С, D, Е. Класс цилиндра помечен на нижней плоскости блока (рис. 2.56). На этой же плоскости, а также на крышках коренных подшипников клеймится условный номер блока цилиндров, указывающий на принадлежность крышек подшипников данному блоку.
|
|
Размерный класс
|
Диаметр цилиндра, мм
|
|
A
|
79,00-79,01
|
|
B
|
79,01-79,02
|
|
C
|
79,02-79,03
|
|
D
|
79,03-79,05
|
|
E
|
79,04-79,05
|
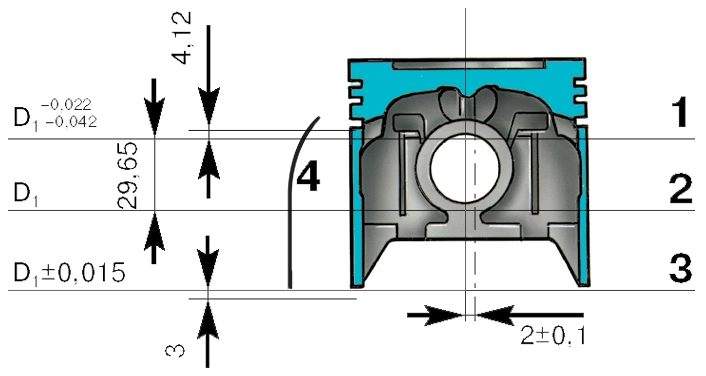 |
Рис. 2.57. Поршень двигателя: 1, 2 и 3 – плоскости измерения профиля юбки; 4 – утрированный профиль юбки в продольном сечении (перпендикулярно оси поршневого пальца)
|
Для обеспечения оптимального зазора между зеркалом цилиндра и поршнем последние делят по наибольшему диаметру юбки в плоскости измерения 2 (рис. 2.57) на пять классов А, В, С, D, Е. Буквенное обозначение класса нанесено на днище поршня.
Буквы означают следующие размеры диаметра юбки:
|
Размерный класс
|
Диаметр юбки,мм
|
|
A
|
78,930-78,940
|
|
B
|
78,940-78,950
|
|
C
|
78,950-78,960
|
|
D
|
78,960-78,970
|
|
E
|
78,970-78,980
|
Если максимальная величина зазора больше 0,15 мм, расточите и отхонингуйте цилиндры под ремонтный диаметр поршней (увеличенный на 0,4; 0,7 мм) с учетом монтажного зазора 0,06–0,08 мм между поршнем и цилиндром.
Проверьте, нет ли деформации плоскости разъема блока цилиндров с головкой блока. Проверку выполняйте с помощью металлической линейки и набора щупов. Установите линейку на ребро по диагоналям плоскости и в середине (в продольном и поперечном направлениях) и введите щуп в зазор (если он есть) между линейкой и блоком. Если неплоскостность превышает 0,1 мм, блок цилиндров замените, так как шлифовать или фрезеровать эту поверхность нельзя.
Шатунно-поршневая группа
Подбор поршня к цилиндру
Поршень и соответствующий ему цилиндр должны относиться к одному классу, как поршень с поршневым пальцем – к одной категории.
|
ПРИМЕЧАНИЕ
Как указывалось выше, по наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
|
Для подбора поршня к любому цилиндру поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Поэтому в запасные части поставляют поршни только классов А, С, Е. Этих классов достаточно для подбора поршней к любому цилиндру.
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяют как разность измеренных диаметров цилиндра и поршня.
Разность большего и меньшего диаметров юбки поршня в поперечном сечении составляет 0,4 мм.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы проверьте в нижней, менее изношенной части цилиндра. Не допускается уменьшение зазора в этой части цилиндра до значения менее 0,02 мм, так как может произойти заклинивание поршня в прогретом до рабочей температуры двигателе.
При текущем ремонте в частично изношенные цилиндры, как правило, устанавливают поршни, размер которых (нормальный или ремонтный) такой же, как у работавших в этом двигателе. Однако желательно подобрать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Поршни меняют чаще всего из-за износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня.
Целесообразно заменять их в те же сроки, что и поршневые кольца.
Кроме поршней номинального размера, в запасные части поставляют поршни ремонтных размеров с увеличенным диаметром юбки для установки в расточенные и отхонингованные цилиндры.
|
Номер ремонтного поршня
|
Увеличение диаметра юбки, мм
|
|
21011-1004015-21
|
+0,4
|
|
21011-1004015-22
|
+0,8
|
На днище ремонтных поршней выбиты наибольший диаметр юбки поршня, округленный до 0,01 мм, и его масса.
Контроль массы поршней
В двигатель устанавливают поршни только одной группы, которые по массе не должны отличаться друг от друга более чем на 5 г.
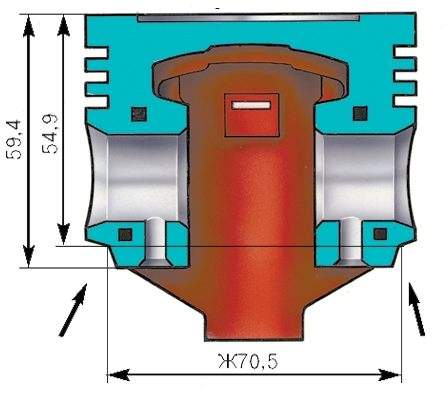 |
Рис. 2.58. Схема удаления металла с поршня для подгонки массы поршня (стрелками указаны места, на которых можно удалять металл)
|
Если нет комплекта поршней одной группы, можно удалить часть металла с основания бобышек под поршневой палец. Места удаления металла указаны стрелками на рис. 2.58. Металл можно снимать на глубину не более 4,5 мм номинальной высоты поршня (59,4 мм), а по ширине – до диаметра не более 70,5 мм.
Выпрессовка поршневого пальца
Выпрессуйте палец на прессе с помощью оправки и опоры с цилиндрической выемкой, в которую укладывают поршень.
|
ПРИМЕЧАНИЕ
Перед выпрессовкой пальца снимите с поршня поршневые кольца.
|
Если снятые детали мало изношены и не повреждены, их можно использовать снова. Поэтому при разборке пометьте детали, чтобы в дальнейшем установить детали шатунно-поршневой группы на прежние места.
Проверка зазора между поршнем и пальцем
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня (с зазором 0,016–0,08 мм).
Пальцы и отверстия в бобышках поршня делят по размерам на три группы через 0,004 мм и маркируют синей, зеленой и красной краской от меньшего к большему. В одном цилиндре двигателя поршень, палец и шатун должны быть одной размерной группы.
 |
Рис. 2.59. Проверка правильности подбора поршневого пальца
|
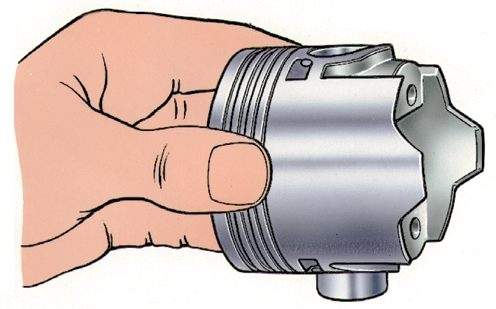 |
Рис. 2.60. Проверка посадки поршневого пальца
|
Сопряжение поршневого пальца и поршня проверяют, вставляя палец, предварительно смазанный моторным маслом, в отверстия бобышек поршня. Поршневой палец должен входить в отверстия от усилия большого пальца руки (рис. 2.59) и не должен выпадать из бобышек поршня в вертикальном положении (рис. 2.60).
Выпадающий из бобышек палец замените другим, следующей группы. Если выпадает и палец третьей группы, то замените поршень с пальцем.
Подбор поршневых колец
Поршневые кольца подбирают по величине зазоров по высоте между кольцами и канавками в поршнях, а также в замке.
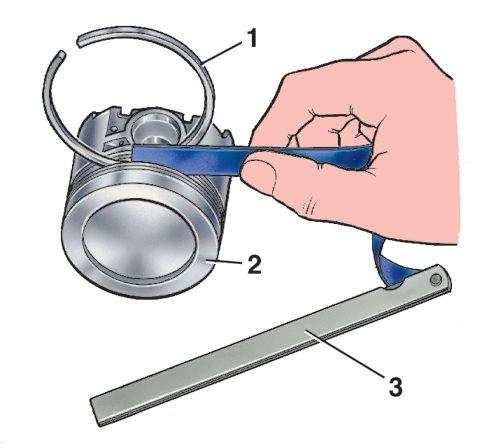 |
Рис. 2.61. Проверка зазора между поршневыми кольцами и канавками: 1 – поршневое кольцо; 2 – поршень; 3 – набор щупов
|
Зазор по высоте между канавками и кольцами проверяйте, как показано на рис. 2.61, вставляя кольцо в соответствующую канавку.
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр с диаметром отверстия, равным номинальному диаметру кольца с допуском ±0,003 мм. При отсутствии калибра вставьте поршневое кольцо в тот цилиндр, где оно будет работать, и продвиньте его поршнем на глубину 20–30 мм от нижнего края цилиндра.
Для всех колец зазор должен быть 0,25–0,4 мм. Если зазор недостаточный, опилите стыковые поверхности бархатным надфилем, если увеличенный – замените кольца.
Высота и торцовые установочные зазоры поршневых колец приведены в табл. 2.5.
Таблица 2.5 Установочные данные колец

Таблица 2.6 Диаметр колец
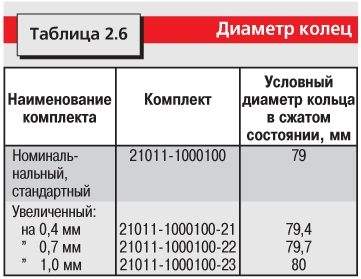
Диаметры выпускаемых для двигателя мод. 2106 колец приведены в табл. 2.6. В запасные части кольца поставляются комплектом на один двигатель.
Кольца номинального размера применяют при замене изношенных колец для цилиндров номинального размера. Чтобы сократить срок приработки новых колец в цилиндрах работавшего двигателя, верхние компрессионные кольца в ремонтных комплектах номинального размера не покрыты хромом.
Поршни с кольцами увеличенного диаметра устанавливают в цилиндры, расточенные до ремонтного размера, или используют для замены изношенных колец в таких цилиндрах.
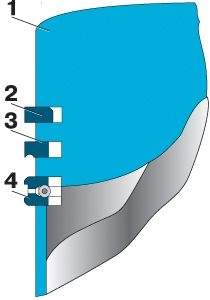 |
Рис. 2.19. Расположение поршневых колец в канавках поршня: 1 – поршень; 2 – верхнее компрессионное кольцо; 3 – нижнее компрессионное кольцо; 4 – маслосъемное кольцо
|
Кольца устанавливают в канавки поршней таким образом, чтобы выточка на наружной поверхности второго компрессионного (скребкового) кольца была обращена вниз, а фаски на наружной поверхности маслосъемного кольца были обращены вверх (см. рис. 2.19).
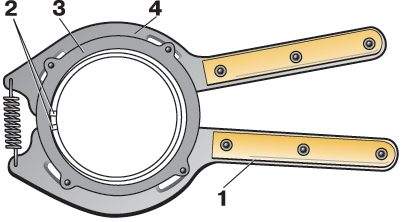 |
Рис. 2.17. Съемник поршневых колец: 1 – рукоятка; 2 – выступы; 3 – упоры; 4 – захваты
|
При несоблюдении этого условия масло может проникать через кольца в цилиндр, что приведет к нагарообразованию на стенках камеры сгорания, дымному выхлопу и увеличенному расходу масла. Надевайте кольца на поршень и снимайте их только с помощью специального приспособления или щипцами (см. рис. 2.17), обеспечивающими одинаковое напряжение изгиба по окружности кольца.
Для качественной приработки поршневых колец после их замены в первые 1000 км пробега скорость автомобиля не должна превышать 60 км/ч.
Сборка шатунно-поршневой группы
Палец вставляется в верхнюю головку шатуна с натягом, поэтому шатун необходимо нагреть до 240 °С для расширения его головки и, следовательно, для увеличения диаметра отверстия под палец.
1. В печь, нагретую до 240 °С, поместите шатуны верхними головками внутрь печи на 15 мин.
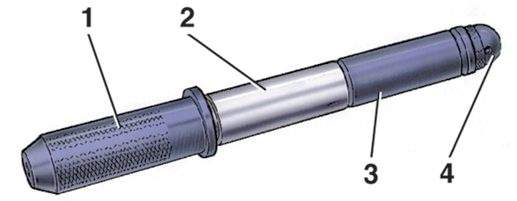 |
Рис. 2.62. Установка поршневого пальца на приспособление для запрессовки его в поршень и головку шатуна: 1 – валик приспособления; 2 – поршневой палец; 3 – направляющая; 4 – упорный винт
|
2. Палец заранее приготовьте к сборке: наденьте его на валик 1 приспособления (рис. 2.62), установите на конце этого валика направляющую 3 и закрепите ее винтом 4. Винт затягивайте неплотно, чтобы его не заклинило при расширении пальца от контакта с нагретым шатуном.
3. Извлеките из печи шатун и быстро зажмите его в тисках.
4. Надевая поршень на шатун, проследите, чтобы отверстие под палец совпало с отверстием верхней головки шатуна.
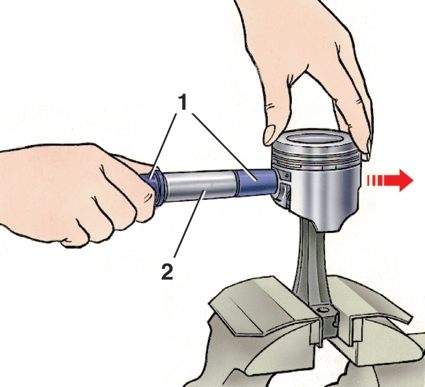 |
Рис. 2.63. Запрессовка поршневого пальца
в верхнюю головку шатуна: 1 – приспособление; 2 – поршневой палец
|
5. Приспособлением 1 (рис. 2.63) закрепленный поршневой палец протолкните в отверстие поршня и верхнюю головку шатуна так, чтобы заплечик валика приспособления соприкасался с поршнем. Чтобы правильно соединить палец с шатуном, запрессуйте палец как можно быстрее: после охлаждения шатуна уже нельзя будет изменить положение пальца.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2.63), что обеспечит правильное положение пальца.
|
ПРЕДУПРЕЖДЕНИЯ
1. Поршень с шатуном соедините так, чтобы метка «П» на поршне находилась со стороны отверстия для выхода масла на нижней головке шатуна. Если на поршне есть маркировка в виде стрелки на одной из бобышек под поршневой палец, ее острие также должно быть направлено в сторону этого отверстия.
2. После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
|
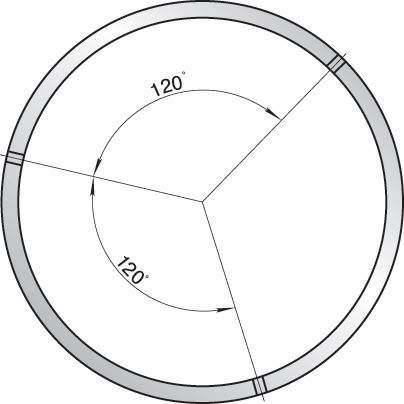 |
Рис. 2.9. Взаимное расположение замков поршневых колец перед установкой поршня в гильзу
|
3. При установке поршневых колец их замки расположите через 120° (см. рис. 2.9).
4. Нельзя обезличивать крышки шатунов, так как шатуны обрабатывают вместе с крышками и они невзаимозаменяемы. Чтобы не перепутать их при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который их устанавливают. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Коленчатый вал
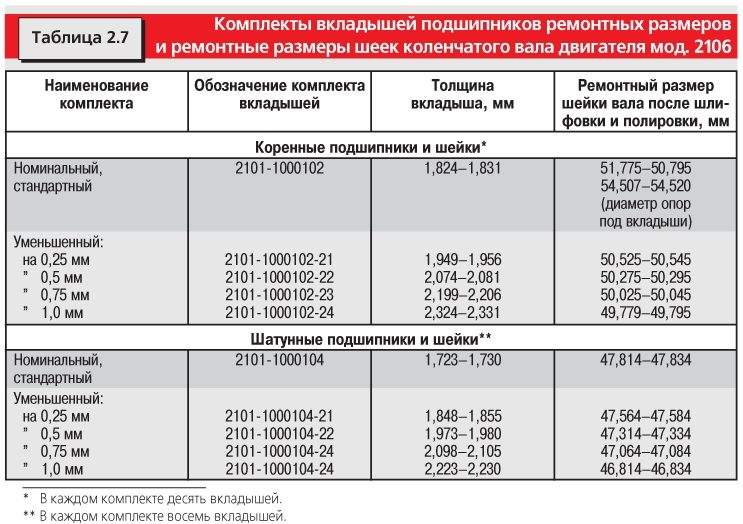
Основные размеры коленчатого вала даны в табл. 2.7.
Таблица 2.7 Комплекты вкладышей подшипников ремонтных размеров и ремонтные размеры шеек коленчатого вала двигателя мод. 2106
Очистка каналов для смазки
Удалите заглушки каналов и зенкером, надетым на шпиндель дрели, прочистите гнезда заглушек, тщательно промойте каналы бензином и продуйте сжатым воздухом.
Нанесите герметик УГ-6 на поверхности гнезд заглушек.
Оправкой запрессуйте новые заглушки и для большей надежности зачеканьте керном каждую заглушку в трех точках.
Шлифовка коренных и шатунных шеек
Не допускаются трещины на коренных и шатунных шейках, а также щеках коленчатого вала. Если они обнаружены, замените вал.
Незначительные задиры на шейках можно зачистить бруском карборунда мелкой зернистости. Если риски очень глубокие или износ и овальность шеек более 0,03 мм, прошлифуйте их.
Размеры коренных и шатунных шеек при шлифовке уменьшают на 0,25 мм, чтобы в зависимости от степени износа получить определенный ремонтный размер (см. табл. 2.7).
После шлифовки и последующей доводки шеек тщательно промойте коленчатый вал для удаления остатков абразива. Каналы для смазки с удаленными заглушками несколько раз промойте бензином под давлением. На первой щеке коленчатого вала укажите величину уменьшения шеек (0,25; 0,50 мм и т. д.).
Овальность и конусность коренных и шатунных шеек после шлифовки должны быть не более 0,007 мм.
Проверка биения и несоосности шеек
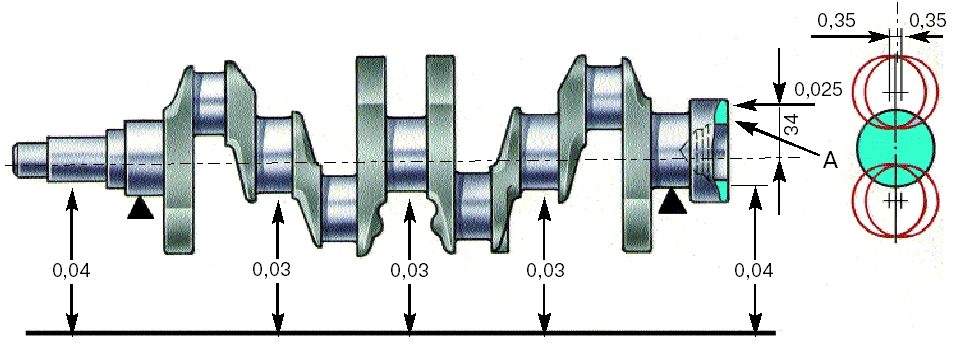 |
Рис. 2.64. Допустимые биения основных поверхностей коленчатого вала
|
Установите коленчатый вал на две призмы (рис. 2.64) и проверьте индикатором следующее.
1. Биение коренных шеек (не более 0,03 мм).
2. Биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач (не более 0,04 мм).
3. Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек (не более ±0,35 мм).
4. Неперпендикулярность торцовой поверхности А фланца оси коленчатого вала. Ее биение не должно превышать 0,025 мм.
Проверка зазора между вкладышами коренных подшипников и коленчатым валом
На вкладышах запрещается производить любые подгоночные операции. При задирах, рисках или отслоениях антифрикционного слоя замените вкладыши.
Проверьте зазор между вкладышами и шейками коленчатого вала с использованием специальной калиброванной пластмассовой проволоки.
1. Уложите отрезок калиброванной проволоки на проверяемую шейку вдоль ее оси.
2. Установите крышку с коренным вкладышем и затяните болты крепления крышки полным моментом 70–86 Н·м (7–8,6 кгс·м).
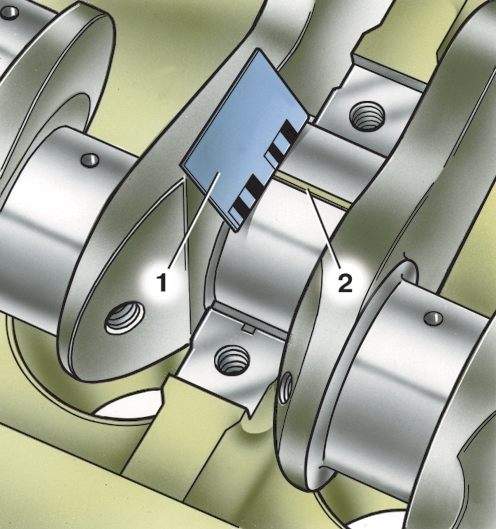 |
Рис. 2.65. Определение зазора между коренной шейкой и вкладышем по шкале упаковки: 1 – шкала; 2 – калиброванная проволока
|
3. Снимите крышку и, сравнивая ширину сплющенной проволоки со шкалой упаковки (рис. 2.65), определите зазор.
Зазор можно также рассчитать, измерив диаметры коренных шеек, постелей под вкладыши и толщину вкладышей (см. табл. 2.7).
Номинальный монтажный зазор между вкладышами коренных подшипников и шейками коленчатого вала 0,05–0,095 мм. Если зазор превышает максимально допустимый при износе (0,15 мм), вкладыши замените ремонтными, перешлифовав шейки.
Признаком правильности сборки и сопряжения шеек с вкладышами является свободное вращение коленчатого вала.
Проверка зазора между вкладышами шатунных подшипников и коленчатым валом
Зазор между шатунными вкладышами и шейками коленчатого вала проверяют теми же способами, что и для коренных подшипников.
Номинальный монтажный зазор между вкладышами и шейками 0,036–0,086 мм. Если при износе 0,1 мм зазор не превышает предельно допустимый, то можно установить те же вкладыши, не изменяя диаметра шатунных шеек.
При зазоре больше предельно допустимого прошлифуйте шатунные шейки и замените вкладыши ремонтными (см. табл. 2.7).
Если зазор в допустимых пределах, но на рабочей поверхности вкладышей глубокие риски или твердые вкрапления, замените вкладыши новыми.
Вкладыши шатунных подшипников и поршневые кольца рекомендуется заменять одновременно. Это позволит избежать повторного ремонта, а главное, улучшит условия работы шатунных шеек коленчатого вала и значительно увеличит срок их службы. Вкладыши коренных подшипников обычно заменяют после значительного пробега автомобиля, двигатель которого один или два раза подвергался ранее текущему ремонту. Вкладыши устанавливают без каких-либо подгоночных операций и только попарно, замена одного вкладыша из пары недопустима. Следите за тем, чтобы фиксирующие выступы на стыках плотно входили в соответствующие пазы постелей блока цилиндров, крышек коренных подшипников, шатунов и их крышек. После замены вкладышей шатунных или коренных подшипников первые 1000 км пробега скорость автомобиля не должна превышать 60 км/ч.
Проверка осевого зазора коленчатого вала
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами, установленными по обе стороны заднего коренного подшипника. С передней стороны подшипника устанавливают сталеалюминиевое полукольцо, с задней стороны – металлокерамическое (желтого цвета). Полукольца изготавливают нормальной (2,31–2,36 мм) и увеличенной (2,437–2,487 мм) толщины.
Для проверки осевого зазора между упорными полукольцами и упорными поверхностями коленчатого вала выполнить следующее.
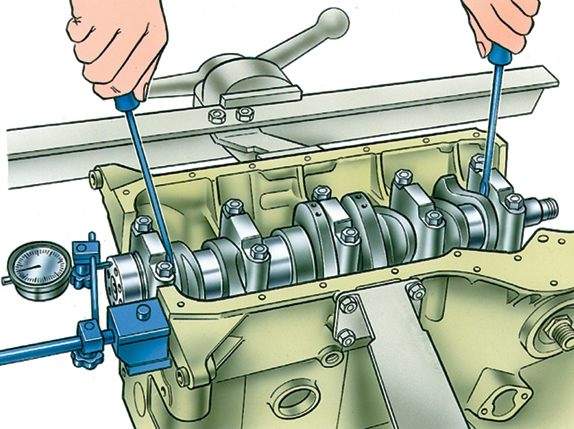 |
Рис. 2.66. Проверка осевого зазора коленчатого вала
|
1. Установите индикатор на магнитной подставке и вставьте концы двух отверток в зазоры между щеками коленчатого вала и крышками коренных подшипников, как показано на рис. 2.66.
2. Переместите вал отвертками в продольном направлении до упора в любую сторону, подведите стойку индикатора к торцу фланца коленчатого вала и установите индикатор на ноль.
3. Переместите вал до упора в обратную сторону и определите по индикатору осевой зазор, который у нового вала должен быть 0,055–0,265 мм.
Если зазор у работавшего вала превышает максимально допустимый (0,35 мм), замените упорные полукольца другими, увеличенными на 0,127 мм.
|
ПРИМЕЧАНИЕ
Осевой зазор коленчатого вала можно проверить и на двигателе, установленном на автомобиле. При этом осевое перемещение коленчатого вала вызывают нажатием и отпусканием педали сцепления, а осевой зазор определяют по величине перемещения переднего конца коленчатого вала.
|
Маховик
Проверьте состояние зубчатого венца, в случае повреждения зубьев замените маховик.
Поверхности маховика, сопрягаемые с коленчатым валом и ведомым диском сцепления, должны быть совершенно плоскими, без царапин и задиров.
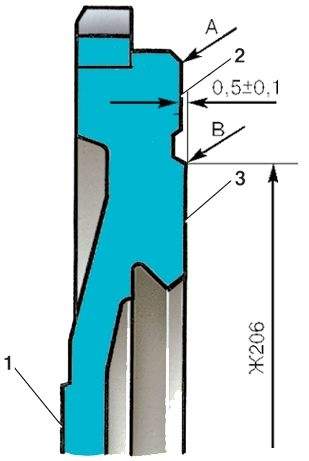 |
Рис. 2.67. Маховик двигателя: 1 – поверхность крепления коленчатого вала к фланцу; 2 – поверхность крепления сцепления; 3 – опорная поверхность ведомого диска сцепления; А – радиус, на котором проверяется биение поверхности 2; В – радиус, на котором проверяется биение поверхности 3
|
Если на рабочей поверхности 3 (рис. 2.67) маховика под ведомый диск сцепления глубокие царапины и задиры, проточите поверхность, снимая слой металла толщиной не более 1 мм. Затем проточите поверхность 2, выдерживая размер (0,5±0,1) мм и обеспечивая параллельность поверхностей 2 и 3 относительно поверхности 1.
Допустимая непараллельность, замеренная по крайним точкам поверхностей 2 (на радиусе А) и 3 (на радиусе В), не более 0,1 мм.
Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, и проверьте индикатором биение поверхностей 2 и 3. На радиусах А и В оно не должно превышать 0,1 мм.
Головка блока цилиндров и клапанный механизм
Разборка и сборка
1. Установите головку блока цилиндров на стол или верстак.
2. Отсоедините выпускной коллектор (одновременно удалите заборник горячего воздуха) и впускную трубу с карбюратором (если его не сняли при разборке двигателя).
3. Снимите выпускной патрубок рубашки охлаждения.
4. Отсоедините трубку подвода жидкости в радиатор отопителя.
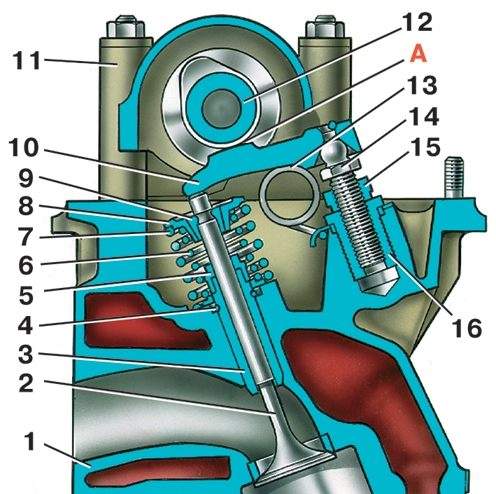 |
Рис. 2.68. Клапанный механизм: 1 – головка блока цилиндров; 2 – клапан; 3 – направляющая втулка клапана; 4 – стопорное кольцо направляющей втулки; 5 – маслоотражательный колпачок; 6 – малая пружина клапана; 7 – большая пружина клапана; 8 – тарелка клапанных пружин; 9 – сухарь; 10 – рычаг клапана; 11 – корпус подшипников распределительного вала; 12 – распределительный вал; 13 – поджимная пружина рычага клапана; 14 – регулировочный болт; 15 – контргайка; 16 – втулка регулировочного болта; А – тепловой зазор газораспределительного механизма
|
5. Снимите корпус 11 (рис. 2.68) подшипников распределительного вала 12 вместе с валом, отвернув гайки его крепления.
6. Снимите рычаги 10 привода клапанов, вынимая их из-под пружин 13 рычагов. Снимите пружины рычагов.
7. Ослабьте контргайки 15, выверните регулировочные болты 14 и при необходимости втулки 16 регулировочных болтов.
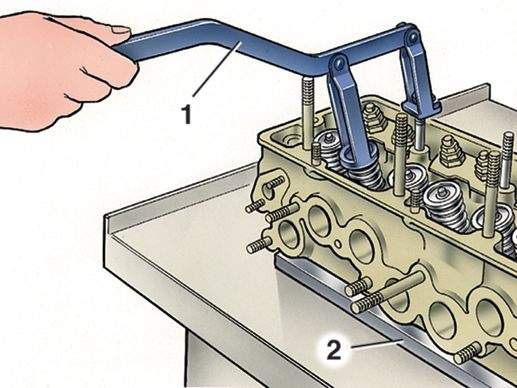 |
Рис. 2.69. Снятие пружин клапанов: 1 – приспособление; 2 – монтажная доска
|
8. Установите приспособление для сжатия пружин клапанов, как показано на рис. 2.69, сожмите пружины и выньте сухари 9 (см. рис. 2.68) из тарелок 8 пружин.
9. Снимите пружины клапанов с тарелками и опорными шайбами. Переверните головку блока цилиндров и выньте с ее обратной стороны клапаны.
10. Клещами типа «анаконда» или специальным съемником снимите маслоотражательные колпачки 5 с направляющих втулок клапанов.
Собирайте головку блока цилиндров в обратном порядке.
Очистка головки блока цилиндров
Удалите нагар из камер сгорания и с поверхностей выпускных каналов металлической щеткой, вставленной в патрон электрической дрели.
Осмотрите и при необходимости очистите впускные каналы и канал подвода масла к распределительному валу.
Очистите привалочную поверхность к блоку цилиндров от остатков старой прокладки.
Проверка и шлифовка седел клапанов
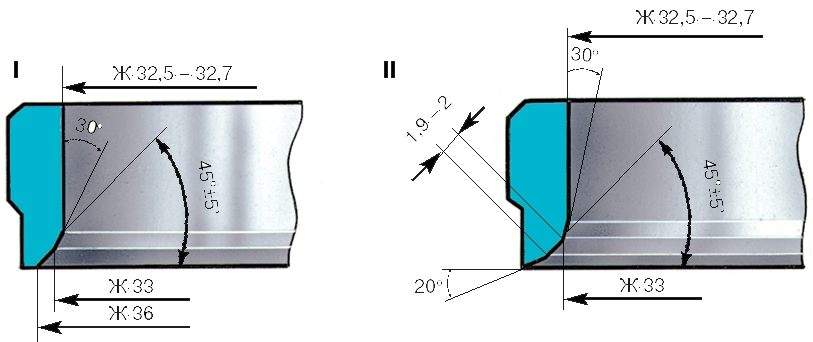 |
Рис. 2.70. Профиль седла впускного клапана: I – новое седло; II – седло после ремонта
|
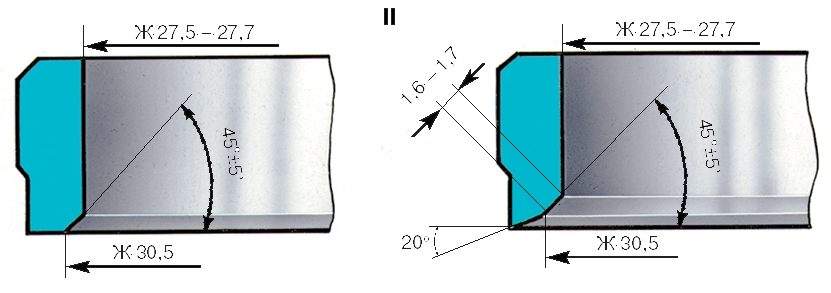 |
Рис. 2.71. Профиль седла выпускного клапана: I – новое седло; II – седло после ремонта
|
Для обеспечения герметичности клапанов фаски седел должны иметь форму, показанную на рис. 2.70 и 2.71.
На рабочих фасках седел в зоне контакта с клапанами не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифовкой седел. Старайтесь снимать как можно меньше металла.
Шлифуют седла в следующем порядке.
1. Установите головку на подставку, вставьте в направляющую втулку клапана центрирующий стержень и наденьте на него пружину.
|
ПРИМЕЧАНИЕ
Стержни для направляющих втулок впускных и выпускных клапанов разного диаметра.
|
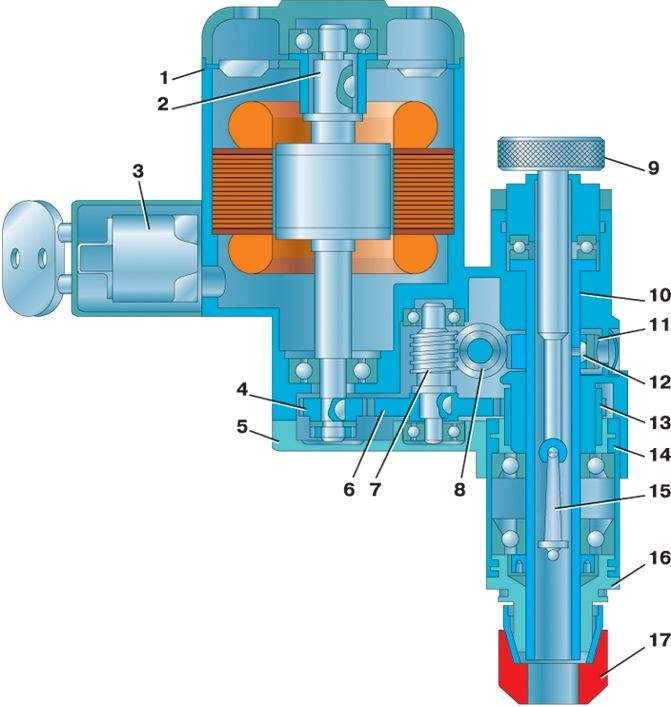 |
Рис. 2.22. Машина для шлифовки фаски седла клапана: 1 – корпус; 2 – вал якоря; 3 – выключатель; 4 – ведущая шестерня; 5 – крышка корпуса; 6 – промежуточная шестерня; 7, 8 – червяки; 9 – винт подачи; 10 – шпиндель; 11 – червячная шестерня; 12 – шпонка; 13 – ведомая шестерня; 14 – обойма; 15 – маятник; 16 – наконечник; 17 – абразивный круг
|
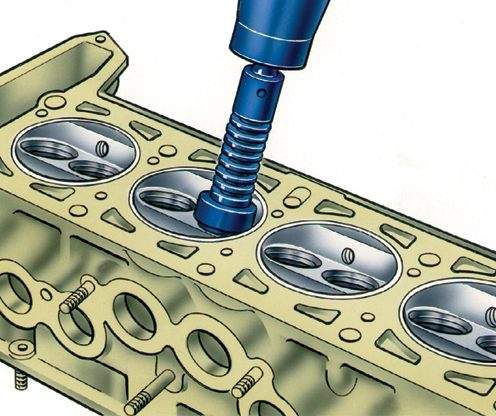 |
Рис. 2.72. Шлифовка рабочей фаски седла клапана
|
2. Установите на шпиндель шлифовальной машины (см. рис. 2.22) конический абразивный круг для седел выпускных или впускных клапанов, наденьте шпиндель на направляющий стержень и прошлифуйте седло клапана (рис. 2.72). В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация и фаска получится неправильной формы.
|
ПРИМЕЧАНИЕ
Для исключения возможности искажения формы фаски рекомендуем чаще править круг алмазным карандашом.
|
После шлифовки проверьте биение рабочей фаски относительно оси отверстия направляющей втулки – оно не должно превышать 0,05 мм.
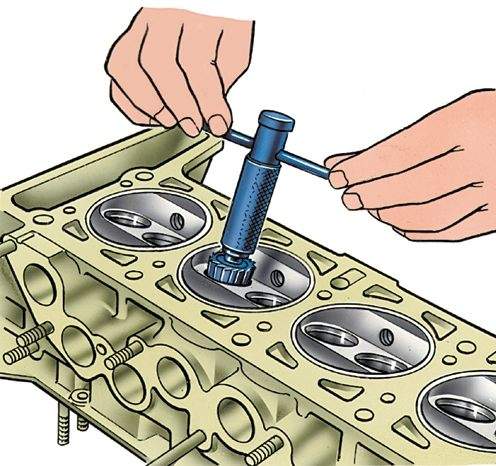 |
Рис. 2.73. Сужение фаски впускного клапана зенкером, установленным на шпинделе
|
Для седел выпускных клапанов ширину рабочих фасок доведите зенкером с углом 20° до размеров, указанных на рис 2.71, предварительно сняв наклеп зенкером для внутреннего диаметра седла. Зенкеры надевают на шпиндель, отсоединенный от шлифовальной машины, вращают вручную и так же, как и при шлифовке, центрируют стержнем (рис. 2.73).
Ширину рабочей фаски седел впускных клапанов доведите зенкером до размеров, указанных на рис. 2.70. Сначала обработайте внутреннюю фаску до получения размера 33 мм, а затем зенкером с углом 20° доведите ширину рабочей фаски до 1,9–2,0 мм.
Клапаны
Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке; при наличии повреждений замените клапан.
Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовке рабочей фаски клапана на шлифовальном станке выдержите угол фаски 45°30'±5' и проследите, чтобы кромка тарелки клапана не заострялась, а толщина цилиндрического пояска на ней после шлифовки была не менее 0,5 мм.
Направляющие втулки клапанов
Проверьте зазоры между направляющими втулками и стержнями клапанов, измерив диаметры стержней клапанов и отверстий направляющих втулок.
Если зазор между направляющей втулкой и клапаном больше 0,08 мм и его не удается уменьшить до нормального заменой клапана, замените втулки клапанов.
Для замены двух направляющих втулок впускного и выпускного клапанов 1-го и 4-го цилиндров выверните две крайние шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки.
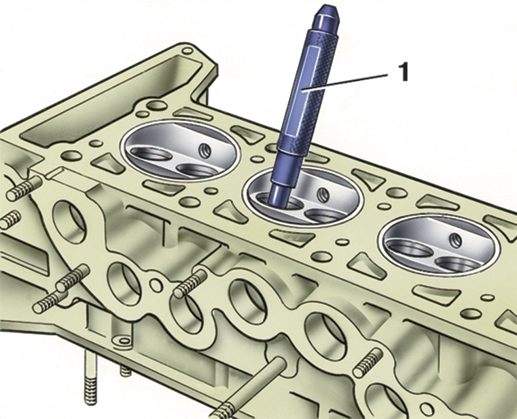 |
Рис. 2.74. Выпрессовка направляющих втулок: 1 – оправка
|
Выпрессуйте втулки из головки блока со стороны камер сгорания с помощью специальной оправки (рис. 2.74) и молотка или под прессом.
Новые втулки с надетыми стопорными кольцами запрессуйте с помощью той же оправки в головку блока в направлении камер сгорания до упора колец в поверхность головки.
После запрессовки отверстия в направляющих втулках разверните до диаметра 8,022–8,040 мм для впускных клапанов и 8,029–8,047 мм – для выпускных. Овальность и конусность отверстий должна быть не более 0,01 мм.
Затем прошлифуйте седло клапана и доведите ширину рабочей фаски до нужных размеров, как было описано выше.
Маслоотражательные колпачки
Маслоотражательные колпачки заменяйте при отслоении резины от арматуры, ее затвердевании, трещинах и чрезмерном износе рабочей кромки.
При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми.
Поврежденные маслоотражательные колпачки можно заменить, не снимая головку блока цилиндров с двигателя. Для этого выверните свечи зажигания, снимите корпус подшипников распределительного вала, рычаги клапанов и их пружины, установите поршень соответствующего цилиндра в ВМТ и снимите пружины клапана, как показано на рис. 2.69.
|
ПРИМЕЧАНИЕ
Чтобы при снятии пружин клапан не проваливался в цилиндр, зафиксируйте его, вставив между его головкой и днищем поршня пруток припоя, введенный через свечное отверстие.
|
Затем удалите с направляющей втулки поврежденный колпачок и оправкой напрессуйте новый, смазав его внутреннюю поверхность моторным маслом.
Рычаги клапанов, регулировочные болты и их втулки
Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры, риски или глубокая выработка, замените рычаг.
Если повреждена резьба на регулировочном болту и его втулке, сильно изношен сферический конец болта или эти детали деформированы, замените их.
Пружины
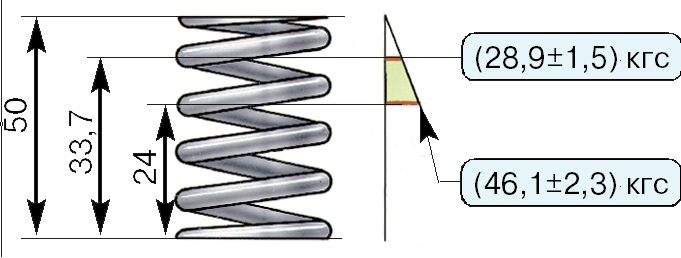 |
Рис. 2.75. Основные данные для проверки наружной пружины клапана
|
Убедитесь, что на витках пружин клапанов и рычагов нет трещин и деформации и не снизилась их упругость. Для этого проверьте величину деформации пружин в осевом направлении под определенной нагрузкой. Для большой и малой клапанных пружин измеряемые параметры см. на
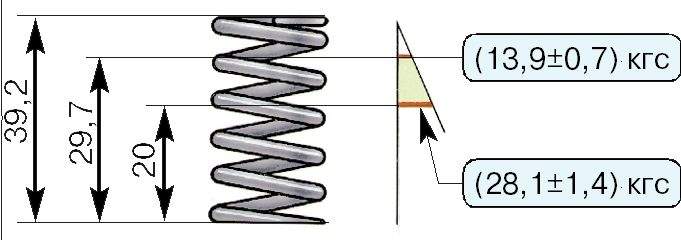 |
Рис. 2.76. Основные данные для проверки внутренней пружины клапана
|
 |
Рис. 2.77. Схема проверки пружины рычага: А – размер в свободном состоянии; В – размер под нагрузкой (5,5±0,6) кгс
|
Для пружин рычагов (рис. 2.77) размер А (пружина в свободном состоянии) должен быть 35 мм, размер В под нагрузкой (55±6) Н [(5,5±0,6) кгс] – 43 мм.
Прокладка головки блока цилиндров
Поверхности прокладки должны быть ровными, без повреждений, вмятин, трещин, вздутий и изломов. Отслоение обкладочного материала от арматуры не допускается.
На окантовке отверстий не должно быть трещин, прогаров и отслоений.
Однако, даже если снятая с двигателя прокладка соответствует этим требованиям, при сборке двигателя рекомендуется заменить ее новой.
Проверка герметичности клапанов
Герметичность клапанов проверяйте так же, как это описано для двигателя мод. 331 «Проверка герметичности и притирка клапанов».
Проверка герметичности головки блока цилиндров
Гидравлическое испытание на герметичность рубашки охлаждения головки блока цилиндров проводите в следующем порядке:
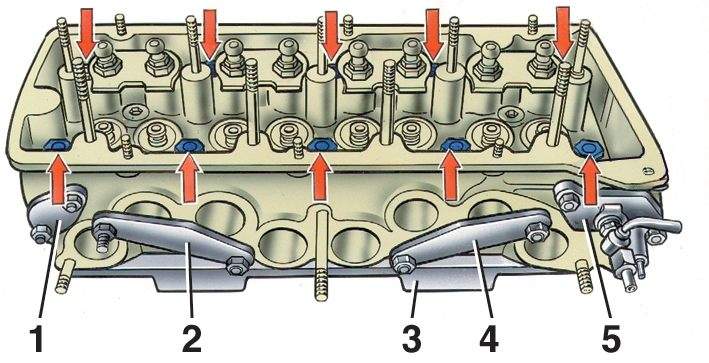 |
Рис. 2.78. Проверка герметичности головки блока цилиндров на приспособлении: 1, 2 и 4 – заглушки; 3 – плита приспособления; 5 – фланец со штуцером подвода жидкости
|
1. Установите на головку блока детали, входящие в комплект приспособления для проверки герметичности (рис. 2.78).
2. Нагнетайте насосом внутрь рубашки охлаждения головки воду с добавкой хромпика под давлением 5 кгс/м2.
В течение 2 мин не должно быть утечки воды из головки. Если обнаружены трещины, через которые просачивается вода, головку блока цилиндров замените.
Распределительный вал и его привод
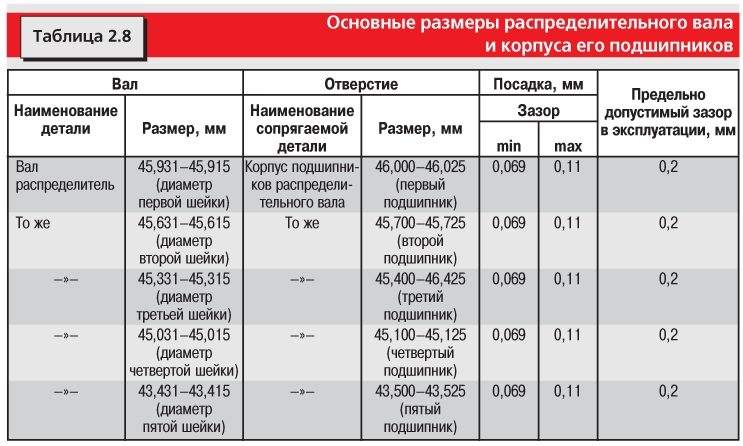
Основные размеры распределительного вала и корпуса подшипников распределительного вала даны в табл. 2.8.
Таблица 2.8 Основные размеры распределительного вала и корпуса его подшипников
Проверка распределительного вала
Поверхности кулачков и опорных шеек распределительного вала должны быть хорошо отполированы и без повреждений. Если есть следы заедания, глубокие риски или ступеньки от износа на рабочих поверхностях кулачков, вал замените.
Установите распределительный вал крайними шейками на две призмы, расположенные на поверочной плите, и замерьте индикатором радиальное биение средних шеек, которое не должно превышать 0,02 мм.
От осевых перемещений распределительный вал удерживает упорный фланец, входящий в кольцевую выточку переднего конца вала и закрепленный болтами (или, как вариант, гайками) на торце корпуса подшипников. Зазор между упорным фланцем и валом, определяемый разностью толщины фланца и ширины кольцевой выточки, обеспечивает свободное вращение вала.
Проверка корпуса подшипников распределительного вала
Промойте и очистите корпус подшипников распределительного вала и канал для подвода масла.
Проверьте диаметр отверстий подшипников в опорах (табл. 2.8). Если зазор между шейками распределительного вала и опорами превышает 0,2 мм (предельный износ), замените корпус подшипников.
Опорные поверхности подшипников должны быть гладкими, без задиров; если они повреждены или на корпусе есть трещины, замените корпус подшипников.
Натяжитель цепи
Для разборки натяжителя выполните следующее.
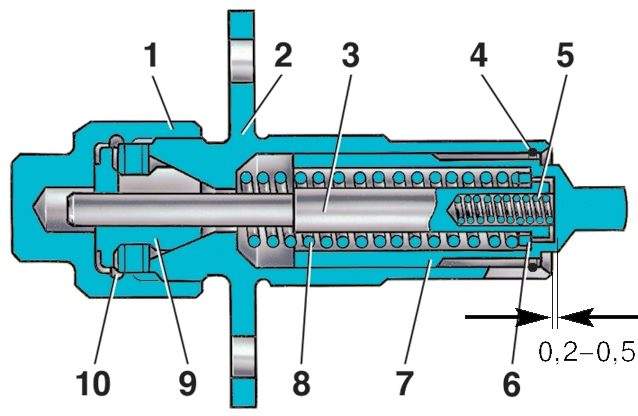 |
Рис. 2.79. Разрез натяжителя цепи: 1 – колпачковая гайка; 2 – корпус натяжителя; 3 – стержень; 4 – пружинное кольцо; 5 – пружина плунжера; 6 – шайба; 7 – плунжер; 8 – пружина; 9 – сухарь; 10 – пружинное кольцо
|
1. Отверните колпачковую гайку 1 (рис. 2.79), выньте из нее пружинное кольцо 10 и сухарь 9.
2. Утопите плунжер 7 в корпус 2 до упора и выньте из корпуса кольцо 4. Затем выньте плунжер 7, пружину 8 и стержень 3 вместе с пружиной 5 и шайбой 6.
3. Выньте из отверстия стержня пружину 5 и снимите с него шайбу 6.
Собирайте натяжитель в обратном порядке.
При проверке обратите внимание, нет ли задиров на сухаре 9 и стержне 3, а на поверхности плунжера, сопрягающейся с башмаком натяжителя, – глубоких рисок и износа. Поврежденные детали замените.
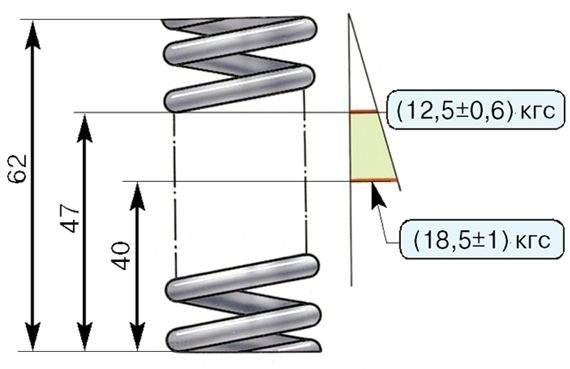 |
Рис. 2.80. Основные данные для проверки пружины натяжителя
|
Упругость пружины 8 натяжителя должна быть в пределах, указанных на рис. 2.80; при меньшей упругости пружину замените.
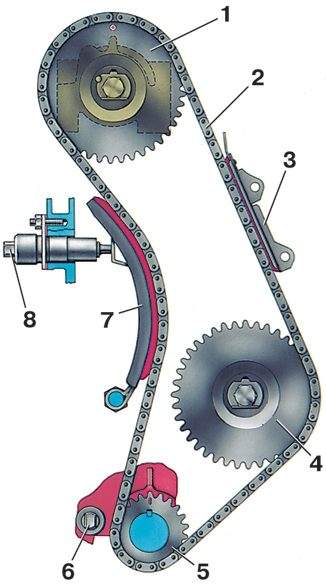 |
Рис. 2.81. Схема механизма привода распределительного вала и вспомогательных агрегатов: 1 – звездочка распределительного вала; 2 – цепь; 3 – успокоитель цепи; 4 – звездочка валика привода масляного насоса; 5 – звездочка коленчатого вала; 6 – ограничительный палец; 7 – башмак натяжителя; 8 – натяжитель цепи
|
Проверьте, нет ли повышенного износа резиновых накладок башмака 7 (рис. 2.81) и успокоителя 3. Если на накладках глубокие дорожки от цепи, замените башмак и успокоитель.
Цепь привода распределительного вала
Промойте цепь в керосине, вытрите насухо и проверьте состояние звеньев. На роликах и щеках звеньев не должно быть сколов, трещин и других повреждений.
При работе двигателя цепь удлиняется (вытягивается) за счет износа осей роликов. Она считается работоспособной, если натяжитель обеспечивает натяжение, т. е. если цепь вытянулась не более чем на 4 мм.
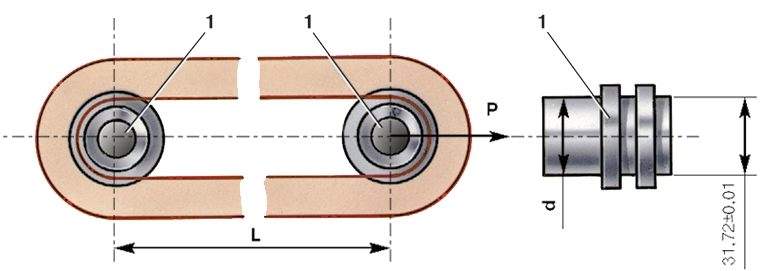 |
Рис. 2.82. Схема проверки износа (вытягивание) цепи: 1 – ролики
|
Вытягивание цепи проверяют на приспособлении, имеющем два ролика 1 (рис. 2.82), на которые надевают цепь. Растяните цепь усилием 300 Н (30 кгс), затем уменьшите усилие на 150 Н (15 кгс), повторите обе операции и замерьте расстояние L между осями роликов.
Для новой цепи расстояние L должно составлять 495 +0,5–0,4 мм. Если цепь вытянулась до 499,4 мм, замените ее.
Регулировка натяжения цепи
После сборки двигателя обязательно отрегулируйте натяжение цепи в следующем порядке.
1. Ослабьте гайку 1 (см. рис. 2.79). При этом освобождается стержень 3, пружина 8 выдвигает плунжер 7, который перемещает башмак 7 (см. рис. 2.81), натягивающий цепь.
2. Проверните коленчатый вал на 1–1,5 оборота в направлении вращения. При этом пружина натяжителя, воздействующая через плунжер на башмак, автоматически выберет слабину цепи.
3. Затяните колпачковую гайку 1 (см. рис. 2.79). При этом стержень 3 зажимается цангами сухаря 9, пружина 8 отключается и при работе двигателя на плунжер 7 воздействует только пружина 5. Она отжимает плунжер от головки стержня 3, и в образовавшийся между ними зазор 0,2–0,5 мм при работе двигателя затекает масло, совместно с пружиной 5 амортизирующее удары цепи в башмак при ее колебаниях.
Благодаря гарантированному зазору между стержнем 3 и плунжером 7 при сильных ударах цепи вступает в действие и пружина 8.
Масляный насос
Снятие и установка насоса на автомобиле
1. Установите автомобиль на смотровую канаву или подъемник, отсоедините провода от аккумуляторной батареи.
2. Выверните пробку сливного отверстия из картера двигателя и слейте масло.
3. Отверните гайки крепления переходников с подушками передней подвески двигателя к поперечине и слегка приподнимите двигатель домкратом или талью, чтобы между поперечиной и картером образовался достаточный зазор.
4. Отверните болты крепления масляного картера и снимите его вместе с прокладкой.
5. Отверните два болта крепления масляного насоса к блоку цилиндров и снимите масляный насос вместе с маслоприемником и прокладкой корпуса масляного насоса.
Устанавливайте масляный насос на двигатель в обратном порядке.
Разборка и сборка
1. Закрепите масляный насос в тисках, зажимая его осторожно, чтобы не повредить корпус.
2. Отверните три болта и снимите приемный патрубок с прокладкой.
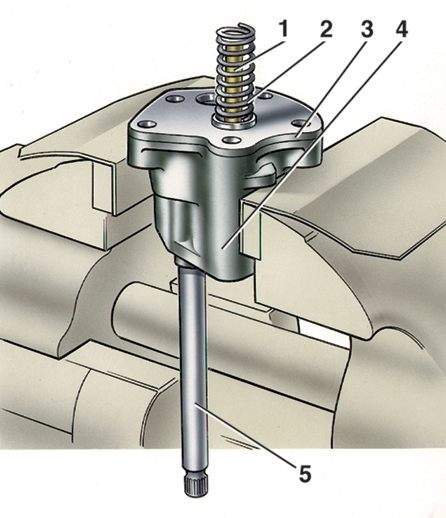 |
Рис. 2.83. Разборка масляного насоса: 1 – редукционный клапан; 2 – пружина; 3 – крышка; 4 – корпус; 5 – валик
|
3. Снимите крышку 3 (рис. 2.83) вместе с редукционным клапаном 1 и его пружиной 2 и выньте из корпуса 4 валик 5 насоса с ведущей шестерней и ведомую шестерню.
Собирайте насос в обратном порядке.
После сборки насоса при проворачивании ведущего валика рукой шестерни должны вращаться плавно, без заедания.
Проверка технического состояния деталей насоса
После разборки все детали насоса промойте керосином или бензином, продуйте струей сжатого воздуха, а затем осмотрите корпус и крышку насоса; при наличии трещин детали замените.
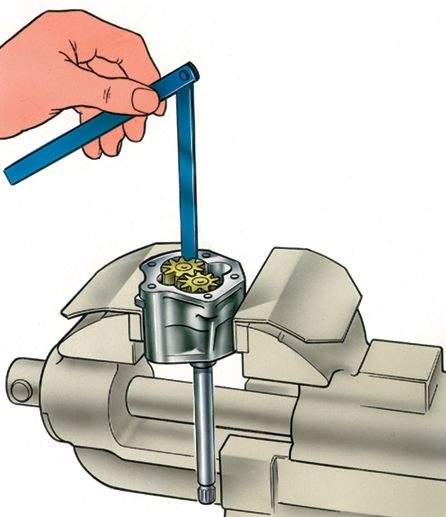 |
Рис. 2.84. Проверка радиального зазора в масляном насосе
|
Проверьте набором щупов зазоры между зубьями шестерен, а также между наружными диаметрами шестерен и стенками корпуса насоса (рис. 2.84). Зазоры должны быть соответственно 0,15 мм (предельно допустимый 0,25 мм) и 0,11–0,18 мм (предельно допустимый 0,25 мм). Если зазоры превышают допустимые значения, замените шестерни, а при необходимости и корпус насоса.
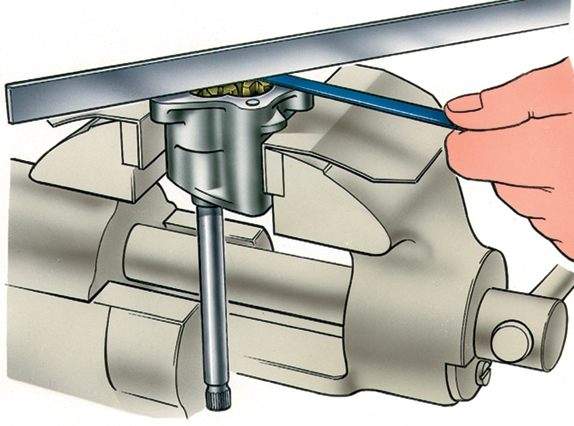 |
Рис. 2.85. Проверка выступания шестерни
за плоскость корпуса масляного насоса
|
Щупом и линейкой проверьте выступание шестерен за плоскость корпуса насоса (рис. 2.85). Оно должно быть 0,05–0,135 мм (минимально допустимое 0,02 мм). Если выступание меньше 0,02 мм, замените шестерни или корпус насоса в зависимости от того, какая деталь изношена.
Измерив детали, определите зазор между ведомой шестерней и ее осью, который должен быть 0,017–0,057 мм (предельно допустимый 0,1 мм), а также между валиком насоса и отверстием втулки корпуса, который должен быть 0,016–0,055 мм (предельно допустимый 0,15 мм). Если зазоры превышают допустимые значения, замените изношенные детали.
Проверка редукционного клапана
При ремонте масляного насоса обязательно проверьте редукционный клапан. Обратите внимание на поверхности клапана и корпуса, так как возможные загрязнения или отложения на сопрягаемых поверхностях могут привести к заеданию. На рабочей поверхности клапана не должно быть забоин и заусенцев, которые могут стать причиной уменьшения давления в системе.
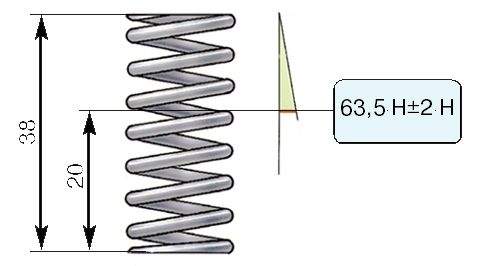 |
Рис. 2.86. Основные данные для проверки пружины редукционного клапана
|
Проверьте упругость пружины редукционного клапана, сравнивая полученные данные с приведенными на рис. 2.86.
Проверка валика и шестерен привода масляного насоса
На опорных поверхностях валика и торцовых поверхностях шестерен не должно быть вмятин и рисок.
На зубьях шестерен насоса и шестерни привода не допускаются выкрашивания, при их наличии замените валик или шестерни.
Проверка втулок валика привода масляного насоса
Проверьте внутренний диаметр втулок, запрессованных в блок цилиндров, который должен составлять: для передней втулки 48,084–48,104 мм; для задней втулки 22,000–22,020 мм. Предельно допустимый износ 0,15 мм. Также проверьте надежность их запрессовки в гнездах и совпадение смазочного отверстия в передней втулке с каналом в блоке цилиндров (если они не совпадают, значит, втулка проворачивается во время работы двигателя). Если обнаружен износ или признаки проворачивания втулок, замените их.
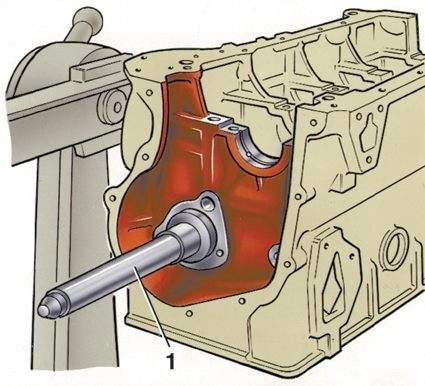 |
Рис. 2.87. Снятие и установка втулки валика привода масляного насоса: 1 – оправка
|
Для снятия и установки втулок пользуйтесь оправкой (рис. 2.87), соблюдая следующие требования:
– втулки должны быть плотно запрессованы в гнезда, при этом отверстие для масла в передней втулке должно совпадать с отверстием канала в блоке цилиндров;
– втулки после запрессовки должны быть окончательно обработаны и доведены по внутреннему диаметру. Чтобы обеспечить полную соосность втулок вала, для их доводки применяют ступенчатую развертку, которой одновременно обрабатывают обе втулки.
Проверка втулки шестерни привода масляного насоса
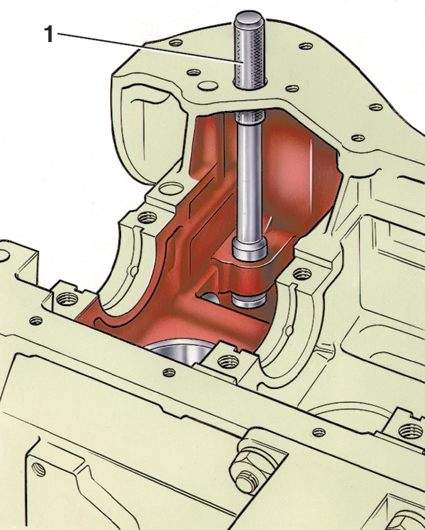 |
Рис. 2.88. Выпрессовка втулки шестерни привода масляного насоса и распределителя зажигания: 1 – оправка
|
Внутренняя поверхность втулки должна быть гладкой и без задиров, втулка должна быть надежно запрессована в отверстие блока, в противном случае втулку замените. Для выпрессовки и запрессовки втулки пользуйтесь оправкой (рис. 2.88). После запрессовки разверните отверстие втулки до 16,016–16,037 мм.
Водяной насос
Разборка
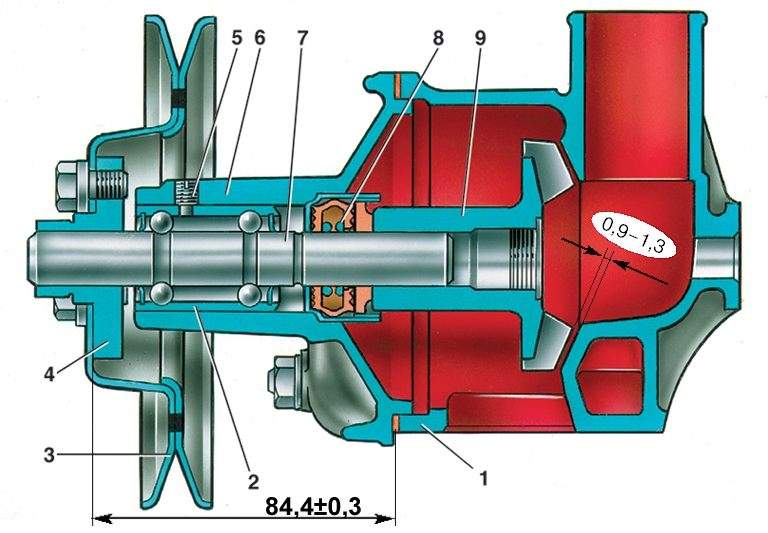 |
Рис. 2.89. Устройство водяного насоса: 1 – корпус; 2 – подшипник; 3 – шкив; 4 – ступица шкива; 5 – стопорный винт подшипника; 6 – крышка; 7 – валик; 8 – сальник; 9 – крыльчатка
|
1. Отсоедините корпус 1 (рис. 2.89) насоса от крышки 6.
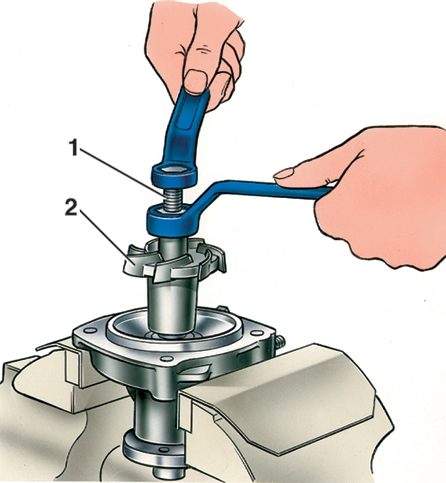 |
Рис. 2.90. Снятие крыльчатки насоса: 1 – съемник А.40026; 2 – крыльчатка
|
2. Закрепите крышку в тисках через прокладки из мягкого металла и съемником 1 (рис. 2.90) снимите крыльчатку 2 с валика.
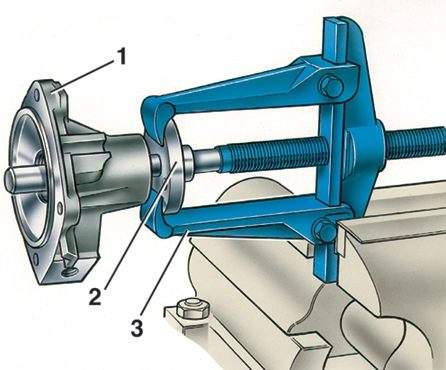 |
Рис. 2.91. Снятие ступицы шкива: 1 – крышка корпуса насоса; 2 – ступица шкива; 3 – съемник А.40005/1/5
|
3. Снимите съемником 3 (рис. 2.91) ступицу 2 шкива с валика.
4. Выверните стопорный винт 5 (см. рис. 2.89) и выпрессуйте подшипник 2 с валиком 7 насоса. Усилие выпрессовки прикладывайте к наружной обойме подшипника.
|
ПРИМЕЧАНИЕ
Если точно известно, что подшипник неисправен и будет заменен, для упрощения разборки можно выпрессовывать его, прикладывая усилие к валику.
|
5. Выпрессуйте сальник 8 из крышки 6.
Проверка технического состояния деталей насоса
Обязательно проверьте осевой зазор в подшипнике, особенно если отмечался повышенный шум насоса. Зазор не должен превышать 0,13 мм при нагрузке 49 Н (5 кгс). При большем зазоре замените подшипник в сборе с валиком.
Сальник насоса и прокладки между крышкой насоса и его корпусом, а также между насосом и блоком цилиндров при ремонте рекомендуется всегда заменять новыми. Для лучшего уплотнения прокладки перед установкой смажьте тонким слоем силиконового герметика.
Осмотрите корпус и крышку насоса, деформации или трещины не допускаются.
Сборка
1. Запрессуйте оправкой сальник в крышку насоса, не допуская перекоса.
2. Запрессуйте подшипник с валиком в крышку так, чтобы гнездо для стопорного винта в наружной обойме подшипника совпало с резьбовым отверстием в крышке. При запрессовке усилие прикладывайте к наружному кольцу подшипника.
|
ПРЕДУПРЕЖДЕНИЕ
Нельзя запрессовывать подшипник с валиком, прикладывая усилие к валику. Это неизбежно приведет к повреждению подшипника.
|
3. Затяните стопорный винт подшипника и зачеканьте края резьбового отверстия, чтобы исключить самоотворачивание винта.
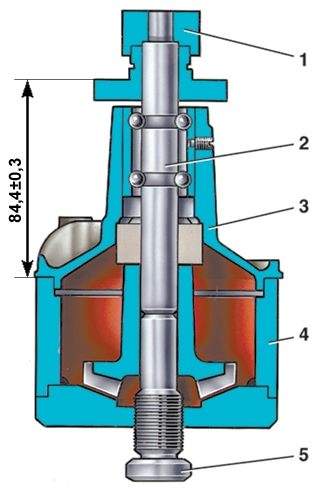 |
Рис. 2.92. Напрессовка крыльчатки на валик насоса приспособлением А.60430: 1 – опора; 2 – валик насоса; 3 – крышка корпуса насоса; 4 – стакан; 5 – установочный винт
|
4. Напрессуйте приспособлением, показанным на рис. 2.92, ступицу шкива на валик, выдержав размер между торцами ступицы и крышки (84,4±0,3) мм. Если ступица изготовлена из металлокерамики, нельзя повторно устанавливать ее на валик, так как посадка ступицы на валике после предыдущей разборки будет ослаблена. В этом случае напрессовывайте только новую ступицу.
5. Напрессуйте тем же приспособлением крыльчатку на валик. При этом обеспечьте между лопатками крыльчатки и корпусом насоса необходимый зазор 0,9–1,3 мм. Такой зазор получается, если при напрессовке выдержать размер 48–0,2 мм между задними кромками лопаток крыльчатки и привалочным фланцем крышки.
6. Соедините корпус насоса с крышкой, установив между ними прокладку, после чего обязательно проверьте через отверстие патрубка корпуса зазор между корпусом и крыльчаткой, а также отсутствие задевания крыльчатки за корпус, проворачивая валик насоса рукой.
Система охлаждения
Особенности конструкции
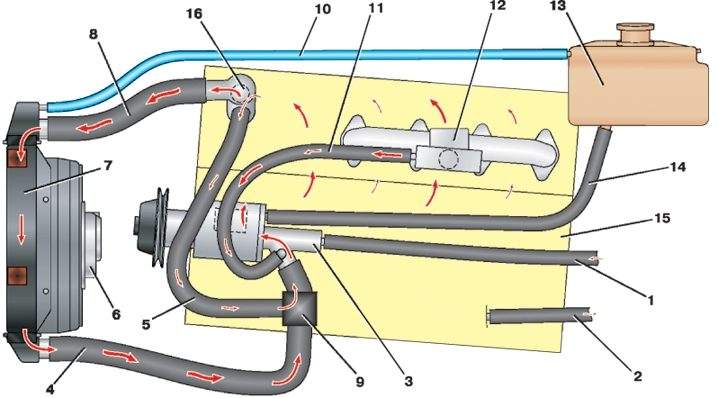 |
Рис. 2.93. Схема системы охлаждения с термостатом ТС103 (двигатели мод. 331 и 2106): 1 – отводящий шланг радиатора отопителя; 2 – подводящий шланг радиатора отопителя; 3 – водяной насос; 4 – отводящий шланг радиатора; 5 – байпасный шланг малого круга охлаждения; 6 – электровентилятор; 7 – радиатор; 8 – подводящий шланг радиатора; 9 – термостат; 10 – пароотводящий шланг от радиатора к расширительному бачку; 11 – отводящий шланг впускной трубы; 12 – впускная труба двигателя; 13 – расширительный бачок; 14 – перепускной шланг от двигателя к расширительному бачку; 15 – двигатель; 16 – отводящий патрубок головки блока цилиндров
|
Система охлаждения жидкостная, замкнутого типа, с принудительной циркуляцией, включает в себя радиатор 7 (рис. 2.93) с алюминиевой сердцевиной, полупрозрачный пластмассовый расширительный бачок 13, электровентилятор 6, включаемый и выключаемый датчиком на бачке радиатора, термостат 9, водяной насос 3 двигателя и соединительные шланги и патрубки. Кроме этих элементов к системе охлаждения относится и радиатор отопителя салона кузова. Системы охлаждения автомобилей, оснащенных двигателями мод. 331 и 2106, принципиально одинаковы и различаются лишь конструкцией, количеством и месторасположением отдельных деталей и узлов (водяного насоса, термостата и соединительных шлангов), что объясняется различиями в компоновке этих двигателей.
Проверка уровня и плотности охлаждающей жидкости
Уровень охлаждающей жидкости в полностью заправленной системе на холодном двигателе при температуре 15–20 °С должен быть не ниже отметки MIN на стенке расширительного бачка. Проверять уровень охлаждающей жидкости нужно именно на холодном двигателе, потому что при нагревании объем жидкости значительно увеличивается.
Периодически проверяйте денсиметром плотность охлаждающей жидкости, которая должна быть 1,078–1,085 г/см3 для Тосола-А40.
Если уровень жидкости в бачке ниже нормы, а плотность выше, то доливайте дистиллированную воду, если плотность нормальная – Тосол-А40. Если плотность жидкости ниже нормы, а автомобиль будет эксплуатироваться в холодное время года, замените охлаждающую жидкость, так как с понижением плотности у нее резко повышается температура замерзания.
Заправка системы охлаждения жидкостью
Заправляют систему жидкостью при ее смене, а также после ремонта узлов системы или двигателя в следующем порядке.
1. Проверьте, чтобы все пробки сливных отверстий на радиаторе и блоке цилиндров двигателя были установлены на свои места и плотно затянуты.
2. Снимите пробку с расширительного бачка и откройте кран отопителя.
3. Постепенно заливайте жидкость (10 л) в расширительный бачок до момента, когда ее уровень в бачке перестанет снижаться и прекратится выделение пузырьков воздуха; установите на место пробку расширительного бачка.
|
ПРИМЕЧАНИЯ
1. Для гарантированного заполнения системы охлаждения жидкостью без воздушных пробок во время этой операции автомобиль должен стоять горизонтально, без наклона в какую-либо сторону.
2. Для облегчения выхода воздуха из системы охлаждения двигателя мод. 331 рекомендуется вывернуть из гнезда термостата датчик температуры охлаждающей жидкости и вернуть его на место, когда из отверстия под датчик начнет вытекать жидкость без пузырьков воздуха.
|
4. Пустите двигатель и на холостом ходу прогрейте его до рабочей температуры. При этом основной клапан термостата откроется и все оставшиеся воздушные пробки будут удалены из системы.
Когда двигатель остынет, проверьте уровень охлаждающей жидкости. Если он ниже нормы, а в системе охлаждения нет следов подтекания, долейте жидкость.
Регулировка натяжения ремня привода водяного насоса
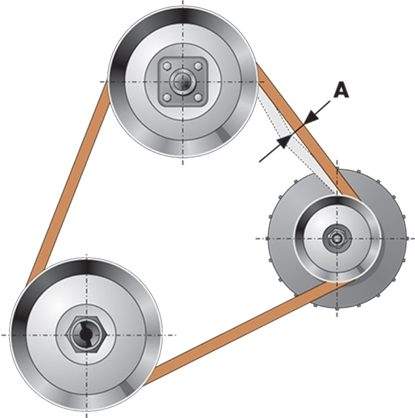 |
Рис. 2.94. Схема проверки натяжения ремня привода насоса системы охлаждения двигателя мод. 331
|
У двигателя мод. 331 при нормальном натяжении ремня прогиб А (рис. 2.94) между шкивами генератора и водяного насоса под усилием 40 Н (4 кгс) должен быть 7–9 мм.
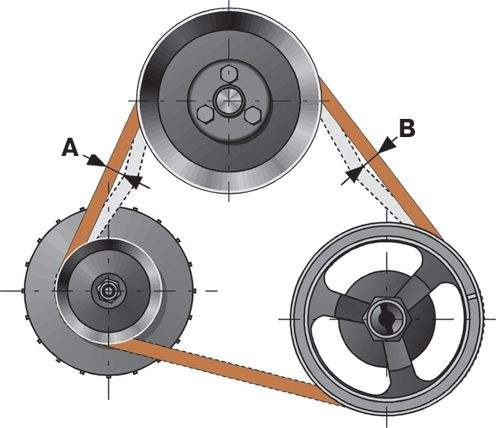 |
Рис. 2.95. Схема проверки натяжения ремня привода насоса двигателя мод. 2106
|
У двигателя мод. 2106 натяжение ремня проверяют по величине прогиба между шкивами генератора и водяного насоса или между шкивами насоса и коленчатого вала. При нормальном натяжении ремня прогиб А (рис. 2.95) под усилием 98 Н (10 кгс) должен быть 10–15 мм, прогиб В – 12–17 мм под тем же усилием.
Для регулировки натяжения ремня двигателя мод. 331 ослабьте гайки двух нижних болтов крепления генератора и болт крепления к установочной планке, переместите генератор от двигателя (для увеличения натяжения) или к двигателю (для уменьшения натяжения) и затяните гайки и болт крепления. Проверните коленчатый вал на два оборота по часовой стрелке и проверьте натяжение ремня. Для двигателя мод. 2106 натяжение ремня регулируют аналогично, ослабив гайки нижнего болта и шпильки крепления генератора к установочной планке.
Не допускайте чрезмерного натяжения ремня, чтобы не вызвать повышения нагрузок на подшипники генератора и водяного насоса.
Радиатор и расширительный бачок
Снятие и установка
Снимайте радиатор на холодном двигателе в следующем порядке:
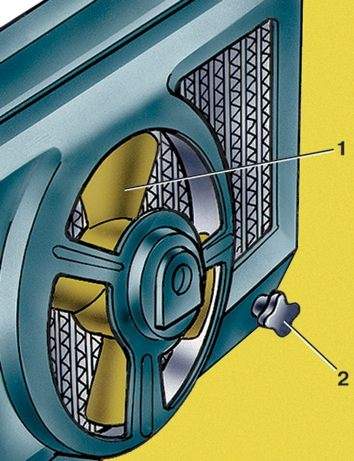 |
Рис. 2.96. Расположение сливного отверстия радиатора системы охлаждения: 1 – электровентилятор; 2 – сливная пробка
|
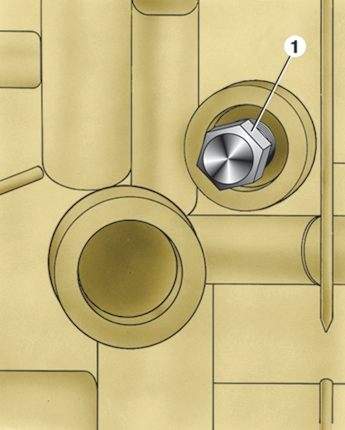 |
Рис. 2.97. Расположение сливного отверстия системы охлаждения двигателя мод. 331: 1 – пробка сливного отверстия
|
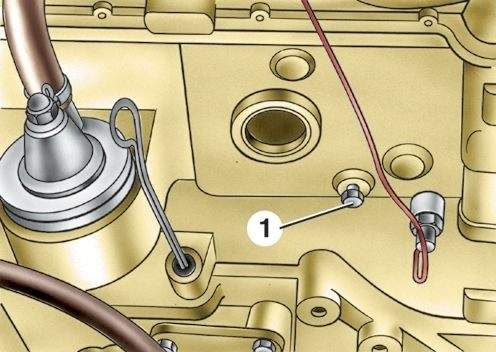 |
Рис. 2.98. Расположение сливного отверстия системы охлаждения двигателя мод. 2106: 1 – пробка сливного отверстия
|
1. Слейте охлаждающую жидкость из системы, отвернув пробки сливных отверстий на радиаторе (рис. 2.96) и блоке цилиндров двигателя (рис. 2.97 и рис. 2.98), сняв пробку расширительного бачка и открыв кран отопителя.
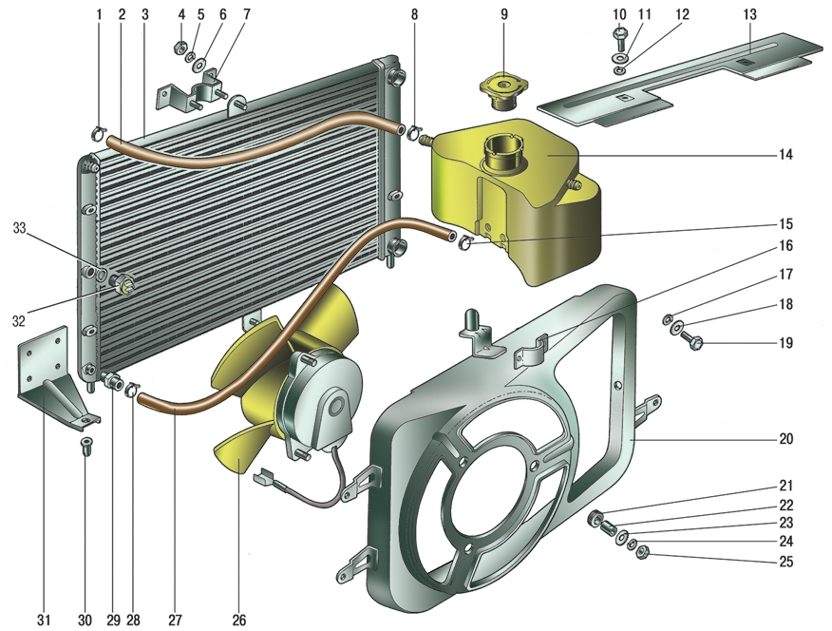 |
Рис. 2.99. Радиатор с электровентилятором и расширительным бачком: 1, 8, 15 – хомуты; 2 – рукав; 3 – радиатор; 4, 25 – гайки; 5, 6, 11, 12, 17, 18, 24 – шайбы; 7 – кронштейн верхний; 9 – пробка бачка; 10, 19 – болты; 13 – козырек; 14 – бачок; 16 – скоба; 20 – кожух; 21 – втулка; 22 – втулка промежуточная; 23 – шайба; 26 – электровентилятор; 27 – рукав; 28 – хомут; 29 – штуцер; 30 – опора; 31 – кронштейн нижний; 32 – термодатчик; 33 – прокладка
|
2. В радиаторе 2126-1301012 с двигателем ВАЗ-2106 сливная пробка отсутствует. Для слива охлаждающей жидкости из радиатора и расширительного бачка необходимо ослабить хомут 28 ( рис. 2.99) и снять со штуцера рукав 27.
3. Отсоедините электрические провода от электровентилятора и датчика его включения.
4. Отсоедините шланги от радиатора.
5. Снимите козырек 13, отвернув два болта 10.
6. Отсоедините скобу 16 крепления радиатора и снимите радиатор в сборе с электровентилятором, потянув его вверх до освобождения от опор 30.
7. При необходимости отсоедините от радиатора кожух с электровентилятором, отвернув три болта 19 крепления кожуха к радиатору.
Перед снятием расширительного бачка отсоедините от него шланги и снимите бачок с кронштейна.
Устанавливайте радиатор и расширительный бачок в обратной последовательности.
Проверка герметичности радиатора
Для проверки герметичности заглушите патрубки радиатора деревянными или пластмассовыми пробками, подайте в него воздух под давлением 0,1 МПа (1 кгс/см2) и опустите в ванну с водой не менее чем на 30 с. При этом из сердцевины и бачков не должны появляться пузырьки воздуха. Если радиатор негерметичен, замените его, так как алюминиевую сердцевину невозможно запаять – требуется специальная технология. В крайнем случае заглушите любым способом дефектные трубки (обязательно с обеих сторон), но не более 1,5% общего количества трубок радиатора.
Термостат
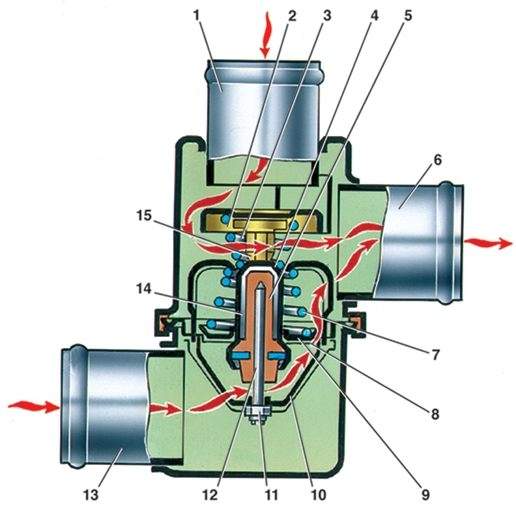 |
Рис. 2.100. Термостат ТС103: 1 – входной патрубок (от двигателя); 2 – перепускной клапан; 3 – пружина перепускного клапана; 4 – стакан; 5 – резиновая вставка; 6 – выходной патрубок; 7 – пружина основного клапана; 8 – седло основного клапана; 9 – основной клапан; 10 – держатель; 11 – регулировочная гайка; 12 – поршень; 13 – входной патрубок (от радиатора); 14 – наполнитель; 15 – обойма; Д – вход жидкости от двигателя; Р – вход жидкости от радиатора; Н – выход жидкости к насосу
|
У термостата проверяют температуру начала открытия и ход основного клапана. Для этого снятый с двигателя термостат установите на стенд, опустив в бак с водой или охлаждающей жидкостью. Для проверки термостата подведите кронштейн ножки индикатора снизу к основному клапану 9 (рис. 2.100).
Начальная температура жидкости в баке должна быть 73–75 °С. Температуру жидкости постепенно увеличивайте каждую минуту на 1 °С и постоянно перемешивайте, чтобы она была одинаковой по всему объему жидкости.
За температуру начала открытия клапана принимают ту, при которой ход основного клапана составит 0,1 мм.
Термостат замените, если температура начала открытия основного клапана не находится в пределах 78–82 °С или ход клапана термостата менее 6 мм.
Проверить исправность термостата можно простейшим способом – на ощупь непосредственно на автомобиле. После пуска холодного двигателя с исправным термостатом нижний (отводящий) шланг радиатора начинает нагреваться, когда стрелка указателя температуры охлаждающей жидкости находится примерно в середине белой зоны шкалы, что соответствует 80–85 °С.
Система питания
Топливный насос
Топливные насосы двигателей мод. 2106 и мод. 331 имеют одинаковый принцип работы, но различаются по конструкции: на двигателе мод. 2106 установлен насос 2101-1106010 производства Саратовского завода топливной аппаратуры, двигатель мод. 331 оснащен насосом 412-1106010-02 (Б7А) Буйнакского завода топливной аппаратуры или 412-1106010-03 (2105-1106010-30 или 700-1106010) АО «Пекар» (Санкт-Петербург).
Проверка насоса
Поплавковая камера карбюратора может недостаточно наполняться бензином не только из-за неисправности топливного насоса, но и при засорении или повреждении топливопроводов. Поэтому перед проверкой насоса оцените их техническое состояние.
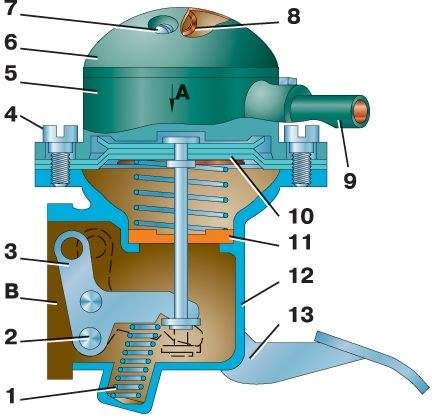 |
Рис. 2.101. Топливный насос Б7А: 1 – пружина рычага; 2 – ось рычага диафрагмы; 3 – рычаг диафрагмы; 4 – винт крепления головки; 5 – головка насоса; 6 – крышка насоса с подводящим штуцером; 7 – винт крепления крышки; 8 – штуцер подвода топлива; 9 – нагнетающий штуцер; 10 – диафрагма насоса в сборе; 11 – уплотнитель тяги диафрагмы; 12 – корпус насоса; 13 – рычаг ручной подкачки
|
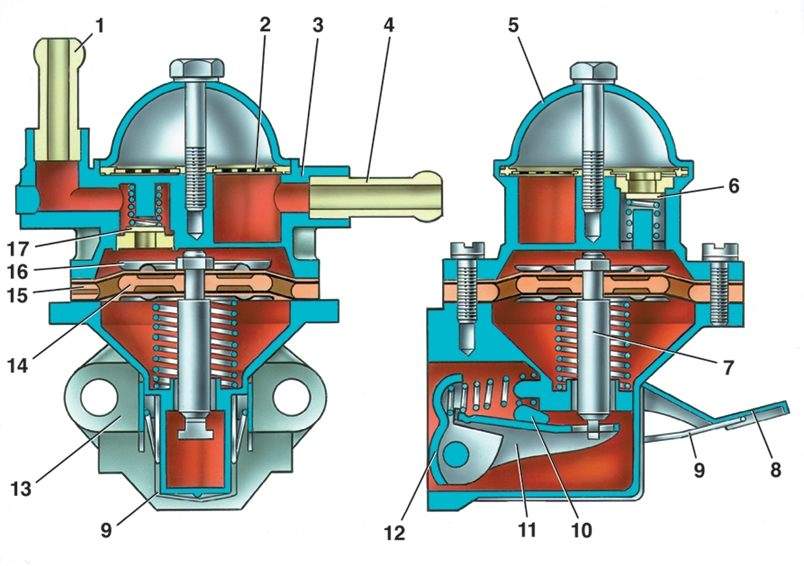 |
Рис. 2.102. Топливный насос 2101-1106010: 1 – нагнетательный штуцер; 2 – сетчатый фильтр;
3 – головка насоса; 4 – всасывающий штуцер; 5 – крышка головки; 6 – всасывающий клапан; 7 – шток диафрагмы; 8 – рычаг ручной подкачки; 9 – пружина рычага ручной подкачки; 10 – эксцентрик; 11 – балансир; 12 – рычаг привода диафрагмы; 13 – корпус насоса; 14 – внутренняя дистанционная прокладка диафрагмы; 15 – наружная дистанционная прокладка диафрагмы; 16 – тарелка диафрагмы; 17 – нагнетательный клапан
|
Предварительно оцените работоспособность насоса непосредственно на автомобиле, для чего отсоедините шланг от нагнетательного патрубка 9 (рис. 2.101) или 1 (рис. 2.102) и с помощью рычага 13 (см. рис. 2.101) или 8 (см. рис. 2.102) ручной подкачки топлива проверьте, подается ли топливо. Если топлива нет, то отсоедините шланг от всасывающего патрубка 8 (см. рис. 2.101) или 4 (см. рис. 2.102) и проверьте, создается ли разрежение на входе этого патрубка. Если разрежение есть, то повреждены топливопроводы, если нет – неисправен топливный насос.
Для проверки исправности топливного насоса Б7А двигателя мод. 331 подсоедините к приемному штуцеру 8 (см. рис. 2.101) трубку внутренним диаметром 4 мм, второй конец которой погрузите в сосуд с бензином. Затем, нажимая на рычаг 13 ручной подкачки, приведите в действие диафрагму. При таком испытании подача бензина на высоту 850 мм должна начаться не позже двадцати полных качаний рычага 13.
Можно проверить работу насоса и на специальном стенде, имитирующем работу насоса на двигателе. При этом подача бензина по трубке внутренним диаметром 4 мм на высоту 850 мм при частоте вращения валика с эксцентриком 120 мин-1 должна начаться не позже 10 с после пуска насоса.
При испытании насос должен создавать давление 22,5–27,5 кПа (2,25–2,75 м вод. ст.) и разрежение не менее 40 кПа (4,0 м вод. ст.).
При частоте вращения валика привода 1800 мин-1 подача должна быть не менее 50 л/ч.
Аналогично проверяют и насос 2101-1106010 двигателя мод. 2106. Давление нагнетания при нулевой подаче этого насоса должно быть 22–30 кПа (2,2–3,0 м вод. ст.), а подача – не менее 54 л/ч при частоте вращения валика (2000±40) мин-1 и температуре воздуха (20±5) °С.
После прекращения работы насосов давление и разрежение, проверяемые по контрольным приборам, должны сохраняться в течение 10 с.
Если насосы не удовлетворяют приведенным выше требованиям, разберите их и проверьте детали.
Разборка, проверка и сборка насоса
Разбирайте насос Б7А в следующем порядке.
1. Отверните два винта 7 (см. рис. 2.101) крепления крышки 6 к головке 5 и снимите крышку.
2. Выверните шесть винтов 4 и снимите головку насоса. Перед снятием головки с корпуса пометьте их взаимное расположение, чтобы при последующей сборке сохранить прежнее по отношению к двигателю положение подводящего и отводящего штуцеров.
3. Нажмите на тарелку диафрагмы 10 в направлении стрелки А, а затем наклоните ее в сторону фланца В и выведите нижний конец штока диафрагмы из зацепления с рычагом 3, одновременно вынув диафрагму с пружиной и уплотнителем 11 штока из корпуса 12.
4. Выпрессуйте оправкой ось 2 рычага 3 привода диафрагмы и выньте рычаг, распорные шайбы и пружину 1 рычага из корпуса 12.
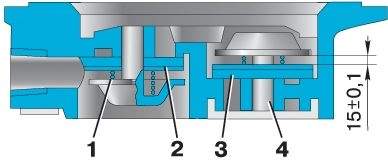 |
Рис. 2.103. Запрессовка клапанов в головку насоса Б7А: 1 – пружина клапана; 2 – пластина клапана; 3 – клапан насоса; 4 – обойма клапана
|
5. Выпрессуйте из головки 5 с помощью оправки две обоймы 4 (рис. 2.103) клапанов 3 топливного насоса и снимите клапаны вместе с пружинами 1.
После разборки промойте все детали и продуйте сжатым воздухом.
Осмотрите диафрагму. Если ее лепестки порваны, сильно потерты или затвердели, замените диафрагму в сборе.
Осмотрите рычаг 3 (см. рис. 2.101) и его ось. Если на рабочих поверхностях деталей есть заметный износ, замените их.
Проверьте, нет ли на клапане 3 (см. рис. 2.103), его пластине 2 и обойме 4 забоин, рисок и глубокой выработки, которые могут нарушить герметичность клапана. Если есть дефекты, замените детали.
Проверьте упругость пружины 1. Усилие пружины, сжатой до высоты 5,5 мм, должно быть (0,234±0,04) Н или (23±4) кгс.
Проверьте состояние уплотнителя 11 (см. рис. 2.101) тяги диафрагмы. Если он сильно потерт, затвердел или кромки его отверстия сильно изношены, замените его.
Осмотрите резиновую прокладку крышки. Надорванную, сильно обжатую или затвердевшую прокладку замените.
Собирайте насос в обратной последовательности с учетом следующего:
– собрав на хвостовиках обойм клапанов все детали, запрессуйте обоймы в тело головки корпуса, выдерживая при этом размер (1,5±0,1) мм (см. рис. 2.103);
– установив головку насоса на корпус (совместив сделанные при разборке метки) и наживив все шесть винтов на один-два витка, не затягивайте их окончательно. Сначала отожмите рычаг ручного привода в крайнее верхнее положение, чтобы опустить диафрагму вниз до упора, затем заверните два противоположных винта 4 (см. рис. 2.101) до отказа и отпустите рычаг привода. После этого равномерно (крест-накрест) затяните все остальные винты.
Насос 2101-1106010 разбирайте в следующем порядке.
|
ПРЕДУПРЕЖДЕНИЕ
Если не соблюдать описанный порядок затягивания винтов крепления головки, диафрагма при работе чрезмерно растянется и будет иметь заведомо сниженный ресурс.
|
1. Отверните болт крепления крышки 5 (см. рис. 2.102), снимите крышку и пластмассовый сетчатый фильтр 2.
2. Пометьте взаимное расположение головки 3 и корпуса 13, отверните шесть винтов крепления головки к корпусу и разъедините их.
3. Отожмите тарелку 16 диафрагмы вниз, поверните ее по часовой стрелке на 90° и, выведя шток диафрагмы из зацепления с балансиром 11, выньте из корпуса диафрагму с пружиной, наружной 15 и внутренней 14 дистанционными прокладками.
Разбирать корпус насоса и вынимать остальные детали не рекомендуется. Если детали корпуса сильно изношены, замените насос в сборе.
Промойте все детали бензином и продуйте сжатым воздухом.
Проверьте целость пружин насоса.
Проверьте, нет ли заедания клапанов 6 и 17 или смещения их запорных элементов из-за чрезмерного износа. При необходимости выпрессуйте клапаны из головки, предварительно удалив фиксирующие их кернения. После запрессовки клапанов закерните их седла в трех местах.
Проверьте целость диафрагмы. На ее лепестках не должно быть расслоений, потертостей, трещин и затвердеваний. Если есть дефекты, рекомендуем заменить диафрагму в сборе. В случае крайней необходимости можно заменить только лепестки диафрагмы, для чего отверните гайку крепления пакета диафрагм на штоке.
Сильно обжатый или деформированный фильтр крышки насоса, выполняющий и функцию уплотнительной прокладки крышки, замените.
Собирайте насос в обратном порядке, затягивая винты крепления его головки к корпусу в такой же последовательности, как и для насоса Б7А (см. выше). Наружную дистанционную прокладку 15 (см. рис. 2.102) сориентируйте так, чтобы ее дренажные отверстия были направлены от двигателя.
Установка топливного насоса на двигатель
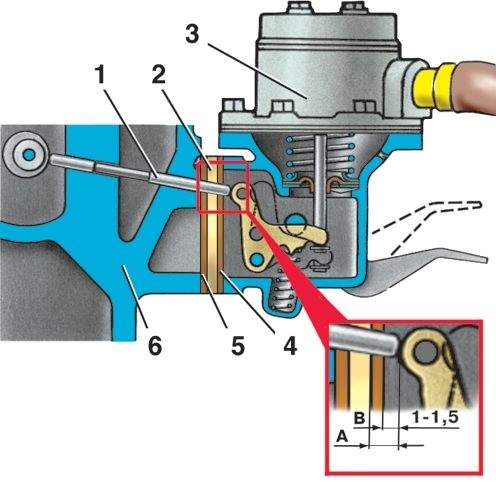 |
Рис. 2.104. Установка топливного насоса на двигатель мод. 331: 1 – штанга; 2 – теплоизоляционная прокладка; 3 – топливный насос; 4 – регулировочная прокладка; 5 – уплотнительная прокладка; 6 – головка блока цилиндров
|
Для обеспечения нормальной подачи топливного насоса надо правильно установить его на двигатель. Перед установкой насоса Б7А на двигатель мод. 331 необходимо отрегулировать выступание штанги 1 (рис. 2.104) привода насоса за плоскость регулировочной прокладки на величину В, равную 1–1,5 мм.
Подбирайте регулировочные прокладки по толщине и количеству в следующем порядке.
1. Медленно вращая коленчатый вал, установите распределительный вал так, чтобы штанга 1 привода топливного насоса опиралась на затылок эксцентрика, что обеспечит минимальное выступание штанги.
2. Установите уплотнительную 5 и теплоизоляционную 2 прокладки на шпильки крепления топливного насоса к головке блока цилиндров и плотно прижмите их.
3. Штангенциркулем замерьте размер А выступания штанги 1 за теплоизоляционную прокладку.
По размеру А определите количество регулировочных прокладок 4 толщиной по 0,3 мм, чтобы обеспечить размер В (выступание штанги за плоскость регулировочной прокладки).
|
ПРИМЕЧАНИЕ
Число регулировочных прокладок может быть от одной до четырех.
|
Установите на шпильки головки блока подобранные прокладки, затем топливный насос и затяните гайки его крепления. Аналогично устанавливают на двигатель мод. 331 и насосы 700-1106010, 412-1106010-03.
Для правильной установки топливного насоса 2101-1106010 на двигатель мод. 2106 используйте две из трех указанных прокладок толщиной, мм:
А.......0,27–0,33
В.......0,7–0,8
С.......1,1–1,3
Подберите прокладки и установите насос на двигатель в следующем порядке.
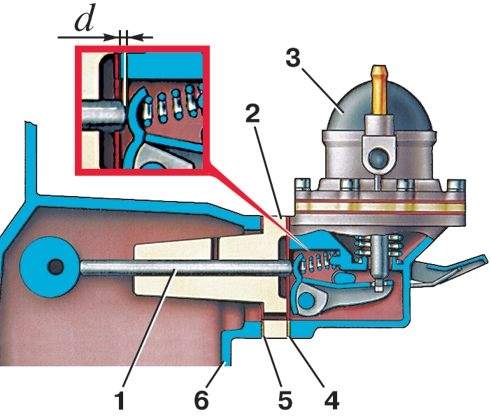 |
Рис. 2.105. Установка топливного насоса на двигатель мод. 2106: 1 – штанга; 2 – теплоизоляционная проставка; 3 – топливный насос; 4 – прокладка В; 5 – прокладка А; 6 – блок цилиндров
|
1. Медленно вращая коленчатый вал, установите вал привода вспомогательных агрегатов так, чтобы штанга 1 (рис. 2.105) привода топливного насоса опиралась на затылок эксцентрика, что обеспечит минимальное выступание штанги.
2. Установите теплоизоляционную проставку 2 на блок цилиндров 6, поставив между ними прокладку 5, а на плоскость проставки, сопрягающуюся с насосом 3, поместите прокладку 4. Штангенциркулем замерьте расстояние d (минимальная величина выступания штанги). Если размер d находится в пределах 0,8–1,3 мм, закрепите насос на двигателе; если d меньше 0,8 мм, прокладку В замените прокладкой А; если d больше 1,3 мм, то прокладку В замените прокладкой С. Еще раз проверьте размер d и закрепите насос на двигателе.
|
ПРИМЕЧАНИЕ
Между теплоизоляционной проставкой и блоком цилиндров всегда должна быть прокладка А.
|
Карбюратор
Особенности конструкции
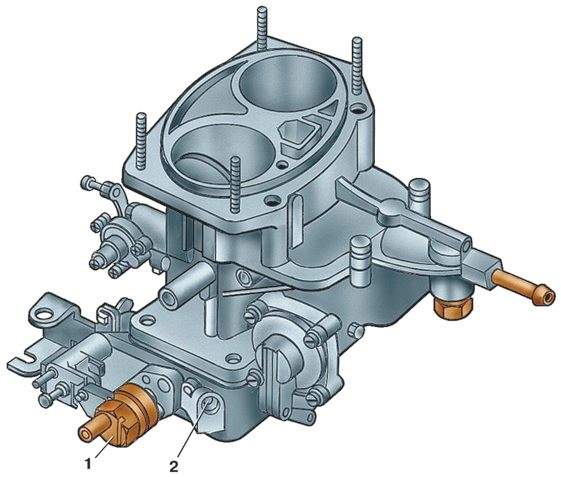 |
Рис. 2.106. Карбюратор 2140-70: 1 – пневмоклапан ЭПХХ; 2 – винт регулировки состава смеси
|
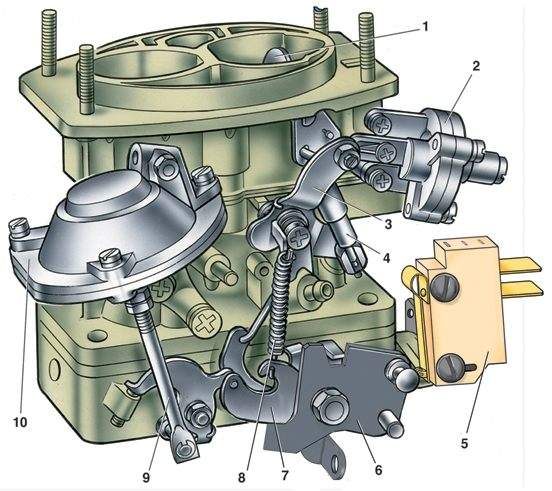 |
Рис. 2.107. Карбюратор 2107-1107010: 1 – воздушная заслонка; 2 – пусковое устройство; 3 – трехплечий рычаг управления воздушной заслонкой; 4 – телескопическая тяга; 5 – микропереключатель; 6 – рычаг привода дроссельных заслонок; 7 – рычаг, ограничивающий открытие дроссельной заслонки второй камеры; 8 – возвратная пружина; 9 – шток пневмопривода; 10 – пневмопривод дроссельной заслонки второй камеры
|
Таблица 2.9 Тарировочные данные карбюраторов
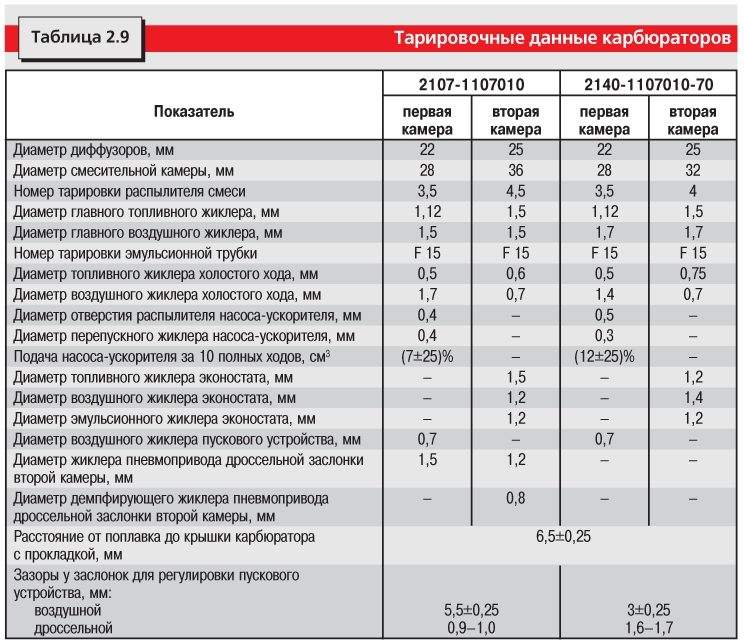
На двигатель мод. 331 устанавливают карбюратор ДААЗ-2140-1107010-70 (рис. 2.106), на двигатель мод. 2106 – ДААЗ-2107-1107010 (рис. 2.107). Оба карбюратора практически одинаковой конструкции и различаются только устройством пневмоклапана ЭПХХ, привода дроссельной заслонки второй камеры (у карбюратора 2140-1107010-70 он механический, у мод. 2107-1107010 – пневматический) и тарировочными данными (табл. 2.9). Карбюраторы эмульсионного типа с падающим потоком горючей смеси и пневматическим торможением топлива – двухкамерные, с последовательным открытием дроссельных заслонок.
Карбюраторы имеют сбалансированную поплавковую камеру, две главные дозирующие системы (первой и второй камер), автономную систему холостого хода с экономайзером принудительного холостого хода (ЭПХХ), переходную систему вторичной камеры, эконостат, диафрагменный ускорительный насос с механическим приводом, пусковое устройство с пневматическим приводом, элементы системы вентиляции картера двигателя.
Снятие и установка
1. Отсоедините шланг вентиляции картера двигателя от патрубка корпуса воздушного фильтра.
2. Снимите крышку воздушного фильтра и выньте из него фильтрующий элемент (см. «Эксплуатация и техническое обслуживание»).
3. Отсоедините от приемного патрубка корпуса фильтра шланг подвода теплого воздуха, отверните четыре гайки крепления корпуса, снимите накладку уплотнительной прокладки и снимите корпус вместе с прокладкой.
4. Отсоедините шланги от штуцеров карбюратора.
|
ПРЕДУПРЕЖДЕНИЕ
Не уроните в горловину карбюратора дистанционные втулки прокладки, которые могут легко выпадать из ее отверстий. Попадание втулки в карбюратор и далее во впускную трубу и цилиндр приведет к аварийному повреждению двигателя при пуске.
|
5. Отсоедините от рычагов карбюратора тягу привода воздушной заслонки и трос привода дроссельных заслонок.
6. Отсоедините провода от микропереключателя системы ЭПХХ.
7. Отверните четыре гайки крепления карбюратора к впускной трубе и снимите карбюратор, стараясь не повредить расположенную под ним прокладку.
Устанавливайте карбюратор в обратном порядке.
|
ПРЕДУПРЕЖДЕНИЕ
Затягивайте гайки крепления карбюратора постепенно крест-накрест, не прикладывая чрезмерных усилий, чтобы не деформировать его фланец, и только на холодном двигателе. Если затянуть гайки на горячем двигателе, после его остывания в соединении появится зазор, в который будет подсасываться воздух.
|
Разборка и сборка карбюратора
Как упоминалось выше, конструкция карбюраторов обоих двигателей практически одинакова. Поэтому в данном разделе рассмотрены процессы разборки и сборки карбюратора 2107-1107010, имеющего больший набор дополнительных элементов.
Предварительно разъедините три основные корпусные детали карбюратора – крышку, собственно корпус карбюратора и корпус дроссельных заслонок.
1. Снимите возвратную пружину 8 (см. рис. 2.107).
2. Выньте шплинт из нижнего конца тяги приоткрытия дроссельной заслонки первой камеры и отсоедините тягу от рычага дроссельной заслонки.
3. Отсоедините шток 9 пневмопривода от рычага привода дроссельной заслонки второй камеры, вынув стопорную шайбу из паза штифта рычага.
4. Сжав телескопическую тягу 4, отсоедините ее нижний конец от трехплечего рычага 3.
5. Выверните пять винтов крепления крышки и аккуратно снимите ее вместе с поплавком и прокладкой, стараясь не повредить их.
6. Выверните снизу карбюратора два винта крепления корпуса дроссельных заслонок и отсоедините его от корпуса карбюратора, стараясь не повредить запрессованные в корпус карбюратора переходные втулки топливно-воздушных каналов и гнезда втулок в корпусе дроссельных заслонок.
7. Осторожно отделите от корпуса карбюратора теплоизоляционную прокладку.
Разберите крышку карбюратора в следующем порядке.
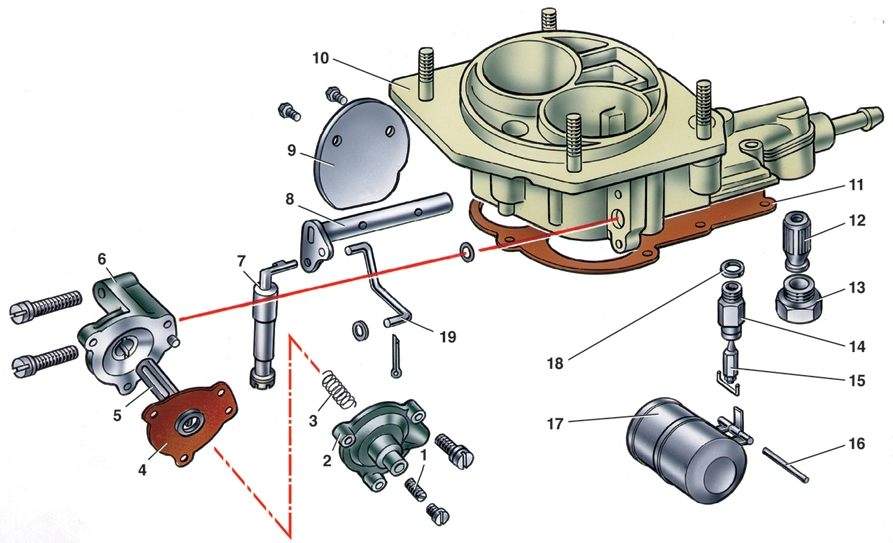 |
Рис. 2.108. Детали крышки карбюратора 2107-1107010: 1 – регулировочный винт; 2 – крышка пускового устройства; 3 – пружина; 4 – диафрагма; 5 – шток диафрагмы; 6 – корпус пускового устройства; 7 – телескопическая тяга; 8 – ось воздушной заслонки; 9 – воздушная заслонка; 10 – крышка карбюратора; 11 – прокладка; 12 – фильтр; 13 – пробка фильтра; 14 – седло игольчатого клапана; 15 – игольчатый клапан; 16 – ось поплавка; 17 – поплавок; 18 – прокладка; 19 – тяга пускового устройства
|
1. Аккуратно зажмите крышку в тиски с мягкими губками и отверните пробку 13 (рис. 2.108) топливного фильтра 12. Затем выньте фильтр из полости крышки.
2. Оправкой или куском медной проволоки подходящего размера осторожно вытолкните ось 16 поплавка 17 из стоек кронштейна крышки.
|
ПРИМЕЧАНИЕ
Выталкивайте ось в сторону стойки с разрезом.
|
Стараясь не повредить язычки поплавка, снимите его вместе с игольчатым клапаном 15.
3. Отсоедините от рычага оси 8 воздушной заслонки телескопическую тягу 7, поворачивая ее отогнутый конец в фигурном отверстии рычага до совпадения выступа рычага с пазом отверстия.
4. Снимите картонную прокладку 11 крышки, выверните седло 14 игольчатого клапана и выньте из его гнезда в крышке алюминиевую уплотнительную прокладку 18.
5. Выверните два винта крепления корпуса 6 пускового устройства и снимите его, стараясь не повредить расположенное под фланцем корпуса уплотнительное резиновое кольцо. Одновременно, наклоняя в сторону корпус 6, выведите из зацепления с тягой 19 шток 5 диафрагмы пускового устройства.
6. Снимите тягу 19, разъединяя ее с рычагом оси воздушной заслонки, так же, как снимали телескопическую тягу 7.
7. Отверните три винта крепления крышки 2 пускового устройства и снимите крышку с регулировочным винтом 1, пружину 3 и диафрагму 4.
8. Для снятия оси 8 выверните два винта крепления воздушной заслонки, опилив надфилем их раскерненные концы, и снимите последнюю. После этого ось свободно вынимается из крышки.
|
ПРЕДУПРЕЖДЕНИЯ
1. Без крайней необходимости не снимайте воздушную заслонку и ее ось, так как при вывертывании даже опиленных винтов можно повредить резьбу в отверстиях оси. Кроме того, возможное при сборке смещение воздушной заслонки относительно прежнего положения может привести к ее заеданию, что вызовет отказ в работе пускового устройства.
2. Не выпрессовывайте из крышки воздушный и топливный жиклеры эконостата во избежание их повреждения и ослабления посадки в гнездах.
|
Разберите корпус карбюратора в следующем порядке.
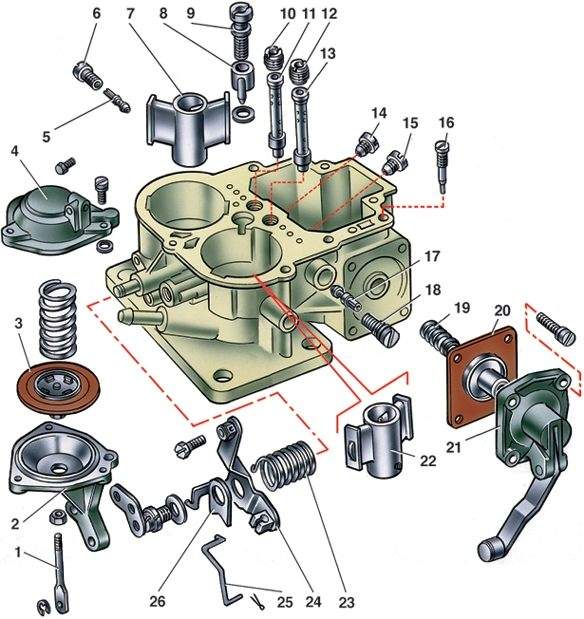 |
Рис. 2.109. Детали корпуса карбюратора 2107-1107010: 1 – шток пневмопривода второй дроссельной заслонки; 2 – корпус пневмопривода; 3 – диафрагма; 4 – крышка пневмопривода; 5 – топливный жиклер переходной системы второй камеры; 6 – корпус топливного жиклера; 7 – малый диффузор второй камеры; 8 – распылитель ускорительного насоса; 9 – винт-клапан ускорительного насоса; 10 – главный воздушный жиклер второй камеры; 11 – эмульсионная трубка второй камеры; 12 – главный воздушный жиклер первой камеры; 13 – эмульсионная трубка первой камеры; 14 – главный топливный жиклер второй камеры; 15 – главный топливный жиклер первой камеры; 16 – регулировочный винт ускорительного насоса; 17 – топливный жиклер системы холостого хода; 18 – корпус топливного жиклера; 19 – возвратная пружина ускорительного насоса; 20 – диафрагма ускорительного насоса; 21 – крышка ускорительного насоса; 22 – малый диффузор первой камеры; 23 – возвратная пружина рычага; 24 – трехплечий рычаг управления воздушной заслонки; 25 – тяга связи с дроссельной заслонкой; 26 – кронштейн возвратной пружины дроссельных заслонок
|
1. Выверните два винта крепления пневмопривода дроссельной заслонки второй камеры и снимите пневмопривод, стараясь не повредить расположенную под его фланцем картонную прокладку. При необходимости отверните три винта крепления крышки 4 (рис. 2.109) пневмопривода и снимите крышку, пружину и диафрагму 3 со штоком.
2. Выверните винт крепления трехплечего рычага 24 привода воздушной заслонки, снимите кронштейн 26 оттяжной пружины, рычаг 24 и пружину 23. Отсоедините от рычага 24 тягу 25 таким же образом, как это делали при отсоединении тяги пускового устройства.
3. Выверните четыре винта крепления крышки 21 ускорительного насоса, снимите крышку с рычагом, диафрагму 20 и возвратную пружину 19.
4. Выверните главные воздушные жиклеры 10 и 12, переверните корпус и, слегка постукивая по нему, удалите из колодцев эмульсионные трубки 11 и 13.
|
ПРИМЕЧАНИЕ
Если не удается вытряхнуть эмульсионные трубки, вверните в их каналы самонарезающие винты и выньте трубки, захватив головки винтов клещами типа «анаконда».
|
5. Выверните корпуса 6 и 18 топливных жиклеров переходной системы и холостого хода вместе с жиклерами 5 и 17.
6. Выверните винт-клапан 9 и снимите распылитель 8 ускорительного насоса с алюминиевыми прокладками.
7. Выверните винт 16 регулировки подачи ускорительного насоса.
8. Выньте малые диффузоры 7 и 22, преодолевая усилие пружинных держателей.
|
ПРЕДУПРЕЖДЕНИЕ
Вынимайте малые диффузоры только при скоплении в их каналах отложений, не удаляемых промывкой вместе с корпусом карбюратора. Их демонтаж и обратная установка без крайней необходимости приведут к ослаблению посадки в корпусе и, как следствие, потере герметичности соединения с его каналами.
|
9. Выверните главные топливные жиклеры 14 и 15 из стенки поплавковой камеры.
|
ПРЕДУПРЕЖДЕНИЕ
Не выпрессовывайте без крайней необходимости из нижней плоскости корпуса латунные соединительные втулки каналов системы холостого хода и переходной системы, а также патрубок подвода картерных газов во избежание ослабления их посадки в гнездах.
|
Разберите корпус дроссельных заслонок в следующем порядке.
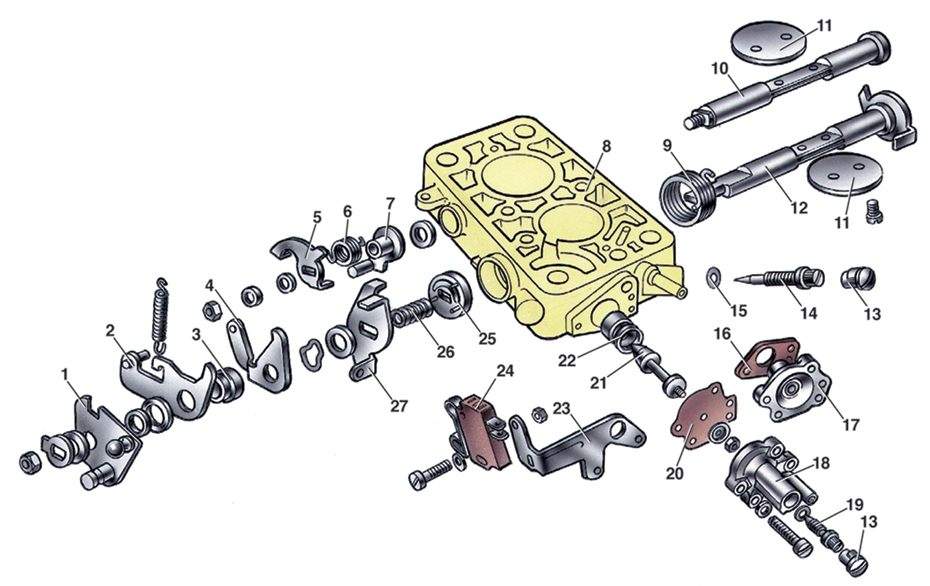 |
Рис. 2.110. Детали корпуса дроссельных заслонок карбюратора 2107-1107010: 1 – рычаг привода дроссельных заслонок; 2 – рычаг, ограничивающий открытие дроссельной заслонки второй камеры; 3 – втулка; 4 – рычаг связи с воздушной заслонкой; 5 – рычаг, закрепленный на оси дроссельной заслонки второй камеры; 6 – пружина; 7 – рычаг, связанный с пневмоприводом; 8 – корпус дроссельных заслонок; 9 – возвратная пружина первой дроссельной заслонки; 10 – ось второй дроссельной заслонки; 11 – дроссельные заслонки; 12 – ось первой дроссельной заслонки; 13 – ограничительные втулки; 14 – винт регулировки качества смеси холостого хода; 15 – уплотнительное кольцо; 16 – прокладка; 17 – корпус экономайзера принудительного холостого хода; 18 – крышка экономайзера; 19 – винт регулировки количества смеси холостого хода; 20 – диафрагма экономайзера; 21 – игла экономайзера; 22 – седло иглы; 23 – кронштейн крепления микропереключателя; 24 – микропереключатель; 25 – золотник; 26 – пружина золотника; 27 – рычаг, закрепленный на оси первой дроссельной заслонки
|
1. Сломайте головки ограничительных втулок 13 (рис. 2.110), если они не были удалены в процессе эксплуатации, выверните регулировочные винты 14 и 19 и удалите с их хвостовиков остатки втулок.
2. Отверните два диаметрально расположенных винта крепления пневмоклапана ЭПХХ и кронштейна 23 микропереключателя 24, снимите пневмоклапан и кронштейн.
3. При необходимости отверните два винта крепления крышки 18 и выньте из корпуса 17 диафрагму 20 с иглой 21.
|
ПРИМЕЧАНИЕ
Пневмоклапан ЭПХХ карбюратора 2140-1107010-70 имеет неразборную конструкцию и закреплен в гнезде корпуса дроссельных заслонок прижимной пластиной. Для его снятия отверните винты крепления пластины и выньте пневмоклапан из гнезда корпуса.
|
|
ПРЕДУПРЕЖДЕНИЕ
Не выпрессовывайте без крайней необходимости из корпуса дроссельных заслонок седло 22 пневмоклапана, так как оно при этом неизбежно будет повреждено.
|
4. Отогните усик стопорной шайбы и отверните гайку крепления рычагов на оси 12 дроссельной заслонки первой камеры.
5. Снимите с оси заслонки первой камеры стопорную шайбу, рычаги 1, 2, 4 и 27 с шайбами и втулкой 3, а затем поджимную пружину 26 золотника и золотник 25.
6. Отверните гайку крепления рычагов на оси 10 дроссельной заслонки второй камеры и снимите рычаги 5 и 7 с шайбами и пружиной 6.
7. Для извлечения осей 10 и 12 дроссельных заслонок из корпуса опилите раскерненные концы винтов крепления заслонок, выверните винты, после чего выньте заслонки и их оси.
|
ПРЕДУПРЕЖДЕНИЕ
Без крайней необходимости не снимайте дроссельные заслонки, так как при вывертывании даже опиленных винтов можно повредить резьбу в отверстиях осей. Кроме того, возможное при сборке смещение дроссельных заслонок относительно прежнего положения может привести к их заеданию в воздушных каналах корпуса, что, в свою очередь, может дестабилизировать частоту вращения коленчатого вала на холостом ходу и вызвать отказ пневмопривода дроссельной заслонки второй камеры.
|
|
ПРИМЕЧАНИЕ
Основные детали корпуса дроссельных заслонок (сами заслонки и их оси) индивидуально подогнаны и невзаимозаменяемы, поэтому при их повреждении замените весь корпус в сборе.
|
Очистка и проверка технического состояния
Детали карбюратора (кроме прокладок и резиновых уплотнительных колец) промывайте в керосине, неэтилированном бензине или растворителе и продувайте сжатым воздухом. Прокладки и уплотнительные кольца промывайте только в бензине.
|
ПРИМЕЧАНИЯ
1. Не рекомендуем протирать детали обтирочными концами, так как их микроскопические волокна засорят впоследствии каналы карбюратора.
2. Не прочищайте жиклеры металлическим инструментом или проволокой, так как это нарушит их калибровку. При сильном засорении прочищайте отверстия жиклеров иглой из мягкого дерева или капроновой леской.
|
Топливный фильтр. Проверьте состояние фильтра и уплотняющего конического пояска пробки фильтра. Если фильтр надорван, деформирован или повреждена пробка, замените их новыми.
Поплавковый механизм. Поплавок не должен иметь повреждений и любых искажений формы. Масса поплавка должна составлять 11,5–12,5 г. На поверхности язычка кронштейна поплавка не допускаются забоины и глубокая выработка в месте его контакта с демпфирующим шариком игольчатого клапана. На конических поверхностях игольчатого клапана и его седла не должно быть повреждений и глубокой выработки, нарушающих герметичность клапана. Клапан должен свободно, но без чрезмерного поперечного люфта перемещаться в своем гнезде, а его шарик не должен зависать в отжатом положении. При необходимости игольчатый клапан и его седло заменяйте одновременно в комплекте.
Крышка карбюратора. Осмотрите поверхности крышки, сопрягаемые с корпусом карбюратора и воздушным фильтром. Если они повреждены или сильно деформированы, замените крышку. Незначительное коробление нижней поверхности крышки в местах расположения отверстий для винтов ее крепления, вызванное чрезмерными усилиями затяжки винтов, можно устранить притиркой на поверочной плите. Штуцер подвода топлива должен быть плотно, без люфта запрессован в отверстие крышки.
|
ПРЕДУПРЕЖДЕНИЕ
Ослабление посадки штуцера может привести к пожару при работе двигателя, так как давление, развиваемое топливным насосом, может оказаться достаточным для его выпрессовки из отверстия крышки.
|
Пусковое устройство. Диафрагма пускового устройства не должна иметь расслоений и надрывов. Ее соединение с тягой должно быть надежным.
|
ПРИМЕЧАНИЕ
Рекомендуем при каждой разборке карбюратора для повышения надежности пускового устройства заменять диафрагму новой, так как деформированная работавшая диафрагма при повторной установке займет другое положение и будет иметь заведомо уменьшенный ресурс.
|
Звенья телескопической тяги должны без заедания перемещаться относительно друг друга на полную величину хода и так же свободно возвращаться в исходное положение возвратной пружиной. Корпус и крышка пускового устройства не должны иметь деформаций, сколов и повреждений резьбы.
Жиклеры и эмульсионные трубки. Топливные и воздушные жиклеры не должны иметь повреждений резьбы и шлицев под отвертку. Калиброванные отверстия жиклеров и эмульсионных трубок должны быть совершенно чистыми.
Корпус карбюратора. Если промывкой не удалось удалить все загрязнения из каналов и эмульсионных колодцев, очистите их специальными развертками. Осмотрите уплотняемые поверхности корпуса, при их повреждении замените корпус новым. Незначительное коробление поверхностей, сопряженных с крышкой карбюратора и корпусом дроссельных заслонок в местах расположения отверстий для винтов крепления крышки и прохода шпилек крепления карбюратора, вызванное чрезмерными усилиями при затяжке крепежных деталей, устраните притиркой на поверочной плите. При повреждении резьбовых отверстий крепления элементов корпуса карбюратора замените корпус.
Ускорительный насос. Проверьте легкость перемещения шарика в винте-клапане 9 (см. рис. 2.109) и состояние уплотняемых поверхностей и прокладок. Калиброванное отверстие в носке распылителя 8 должно быть совершенно чистым и без повреждений, которые могут привести к отклонению струи топлива от заданной траектории. Проверьте легкость перемещения подвижных элементов насоса (рычага, его ролика, деталей диафрагмы). Заедания не допускаются. Диафрагма должна быть целой, без расслоений и деформаций.
Пневмопривод дроссельной заслонки второй камеры. Диафрагма не должна иметь разрывов и расслоений. Втулка штока должна быть надежно завальцована в опорной тарелке диафрагмы и без повреждений резьбы. Корпус 2 и крышка 4 не должны иметь деформаций и повреждений резьбовых отверстий.
Корпус дроссельных заслонок и его детали. Корпус не должен иметь деформации, механических повреждений и сорванных резьбовых отверстий. Каналы и полости корпуса должны быть чистыми, а отверстия для осей дроссельных заслонок – без заметной выработки.
|
ПРИМЕЧАНИЕ
При сильном износе отверстий для осей дроссельных заслонок замените корпус в сборе с осями и заслонками: они подбираются к корпусу индивидуально и не обладают полной взаимозаменяемостью.
|
Сборка
Собирайте карбюратор в последовательности, обратной разборке. При этом обращайте внимание на следующее:
– поплавок должен свободно качаться на своей оси, не задевая за стенки камеры;
– игольчатый клапан должен свободно перемещаться в своем гнезде, без перекосов и заеданий, а проволочная серьга клапана не должна мешать движению язычка поплавка.
Чтобы при сборке не перепутать местами жиклеры первой и второй камер, обращайте внимание на маркировку жиклеров и при их установке руководствуйтесь табл. 2.9.
Главные воздушные жиклеры 10 и 12 (см. рис. 2.109) маркированы на верхней плоскости головки жиклера цифрами (например, «150»), которые обозначают диаметр отверстия жиклера (1,50 мм).
У главных топливных жиклеров 14 и 15 цифры наносят также на верхнюю плоскость («112») и они тоже обозначают диаметр отверстия жиклера (1,12 мм).
Эмульсионные трубки 13 и 11 первой и второй камер у данного карбюратора одинаковые. Однако у других моделей карбюраторов они могут быть разными. Поэтому на цилиндрической поверхности, в нижней части трубок, наносят цифры, которые обозначают номер тарировки трубки.
На малых диффузорах 7 и 22 также есть цифры (например, «4,5»), обозначающие номер тарировки отверстия распылителя.
У топливных жиклеров 17 и 5 холостого хода и переходной системы цифры выбивают на цилиндрическом пояске (например, «50» или «60»). Они указывают диаметр отверстия (0,50 мм или 0,60 мм).
Регулировка и проверка карбюратора после сборки
Установка уровня топлива в поплавковой камере
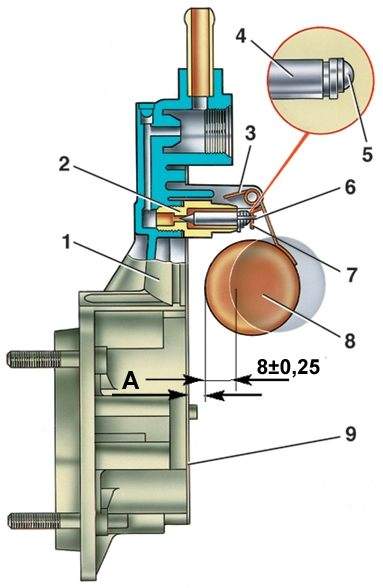 |
Рис. 2.111. Регулировка уровня топлива в поплавковой камере карбюраторов ДААЗ-2141, 2107 и ДААЗ-2140-70: 1 – крышка карбюратора; 2 – седло игольчатого клапана; 3 – упор; 4 – игольчатый клапан; 5 – шарик игольчатого клапана; 6 – серьга игольчатого клапана; 7 – язычок рычага поплавка; 8 – поплавок; 9 – прокладка крышки карбюратора
|
1. Установите крышку 1 (рис. 2.111), собранную с поплавковым механизмом и прокладкой, штуцером подвода топлива вертикально вверх. При этом игольчатый клапан 4 должен быть закрыт, а язычок 7 рычага поплавка должен касаться шарика 5 игольчатого клапана, не сжимая пружину шарика.
2. Проверьте в этом положении зазор А между средней частью поплавка и поверхностью прокладки 9, плотно прижатой к фланцу крышки. Зазор должен быть равен (6,5±0,25) мм.
|
ПРИМЕЧАНИЕ
Зазор можно проверить специальным калибром, а при его отсутствии хвостовиком сверла подходящего диаметра.
|
При необходимости осторожно подогните язычок 7 кронштейна поплавка для получения требуемого зазора. Язычок должен быть перпендикулярен оси игольчатого клапана, а его контактная поверхность со стороны шарика – без повреждений, которые могут быть причиной зависания клапана.
3. Проверьте полный ход поплавка, который должен быть (8±0,25) мм, при необходимости отрегулируйте его, подгибая упор 3 кронштейна.
4. После регулировок проверьте, не препятствует ли серьга 6 игольчатого клапана его свободному перемещению.
|
ПРИМЕЧАНИЕ
Устанавливая крышку 1 на корпус карбюратора, убедитесь, что поплавок свободно перемещается, не задевая стенок поплавковой камеры.
|
Установка пневмопривода дроссельной заслонки второй камеры
Шток 9 пневмопривода (см. рис. 2.107), установленного на корпус карбюратора, присоединяйте к рычагу на оси дроссельной заслонки второй камеры в следующем порядке.
1. Установите дроссельную заслонку второй камеры в вертикальное положение.
2. Утопите шток в камеру пневмопривода до упора и, удерживая втулку тарелки диафрагмы от проворачивания, вывертывайте или завертывайте шток, изменяя его длину так, чтобы отверстие в наконечнике штока оказалось против штифта на рычаге.
3. Наденьте шток на штифт рычага и закрепите стопорной шайбой.
4. Зафиксируйте шток контргайкой, удерживая другим ключом втулку тарелки диафрагмы от проворачивания.
Регулировка положения дроссельных заслонок
Полноту открытия дроссельных заслонок проверяйте поворотом рычагов их привода до упора.
 |
Рис. 2.112. Регулировка положений дроссельных заслонок карбюратора 2107-1107010: а – частичное открытие дроссельной заслонки первой камеры; б – полное открытие дроссельных заслонок; 1 – рычаг на оси дроссельной заслонки второй камеры; 2 – рычаг, ограничивающий открытие дроссельной заслонки второй камеры; 3 – рычаг, жестко связанный с осью дроссельной заслонки первой камеры; 4 – рычаг привода заслонок; 5 – дроссельная заслонка первой камеры; 6 – дроссельная заслонка второй камеры
|
Величину максимального открытия дроссельной заслонки первой камеры (13±0,1) мм отрегулируйте подгибанием в нужную сторону нижнего усика рычага 3 (рис. 2.112).
Величину максимального открытия дроссельной заслонки второй камеры (17±0,1) мм отрегулируйте заворачиванием или отворачиванием штока пневмопривода, как это было описано выше.
|
ПРИМЕЧАНИЕ
Величина максимального открытия дроссельной заслонки второй камеры карбюратора 2140-1107010-70 задана размерами деталей привода и не регулируется.
|
Величина частичного открытия дроссельной заслонки первой камеры в момент соприкосновения верхнего усика рычага 3 с рычагом 2 (см. рис. 2.112, а) должна быть (6±0,25) мм. Этот размер регулируют подгибанием верхнего усика рычага 3.
Регулировка положения микропереключателя
 |
Рис. 2.113. Регулировка положения микропереключателя: 1 – рычаг, закрепленный на оси дроссельной заслонки первой камеры; 2 – рычаг привода дроссельных заслонок; 3 – микропереключатель; А – усик рычага 1
|
Микропереключатель 3 (рис. 2.113) должен выключаться при повороте рычага 2 по часовой стрелке до упора. При повороте рычага 2 из исходного положения против часовой стрелки до момента соприкосновения с усиком А рычага 1 микропереключатель должен включаться. Момент включения и выключения микропереключателя можно определить по характерному щелчку.
Для регулировки моментов включения и выключения микропереключателя ослабьте винты его крепления к кронштейну и поверните микропереключатель относительно верхнего винта в требуемое положение, после чего затяните винты крепления.
Регулировка пускового устройства
При повороте рычага 3 (см. рис 2.107) против часовой стрелки до упора воздушная заслонка должна быть полностью закрыта. При этом положении рычага конец тяги 19 (см. рис. 2.108) должен находиться в конце паза штока 5 пускового устройства, но еще не перемещать шток. Для выполнения этого требования подгибайте тягу 19, изменяя тем самым ее длину.
При полностью закрытой воздушной заслонке дроссельная заслонка первой камеры должна быть приоткрыта на 0,9–1,0 мм (зазор С – расстояние между заслонкой и стенкой камеры в месте расположения переходных отверстий системы холостого хода). Этот зазор регулируют подгибанием тяги 25 (см. рис. 2.109), изменяя тем самым ее длину.
Полностью закрытая воздушная заслонка должна приоткрываться на (5,5±0,25) мм (зазор В) штоком 5 (см. рис. 2.108) пускового устройства при перемещении его вручную внутрь корпуса устройства до упора. Эту величину регулируют винтом 1, доступ к которому открывается после выворачивания из крышки 2 пробки-заглушки. При заворачивании винта 1 зазор В увеличивается, при выворачивании – уменьшается.
Проверка подачи ускорительного насоса
Объем топлива, поданного ускорительным насосом за десять полных поворотов (ходов) рычага 6 (см. рис. 2.107) привода дроссельных заслонок, должен составлять 5,25–8,75 см3.
Для измерения объема топлива, поступившего из распылителя насоса за эти десять ходов, соберите его в мензурку. Перед началом проверки сделайте десять пробных ходов рычагом 6 для заполнения каналов ускорительного насоса. Подачу ускорительного насоса можно отрегулировать винтом 16 (см. рис. 2.109) только в сторону уменьшения. При недостаточной подаче проверьте правильность сборки насоса.
Проверка герметичности игольчатого клапана
Клапан проверяют на стенде, обеспечивающем подачу топлива к карбюратору под давлением 30 кПа (3 м вод. ст.). После стабилизации уровня в контрольной пробирке стенда не допускается его снижение в течение 10–15 с. Если уровень топлива в пробирке понижается, значит, происходит утечка топлива через игольчатый клапан.
Регулировка системы холостого хода
Согласно введенному в действие на территории РФ с 1 января 2000 г. изменению №1 к ГОСТ 17.2.2.03–87 содержание СО и СН в отработавших газах автомобилей, оснащенных карбюратором, определяют при работе двигателя на двух режимах с разной частотой вращения коленчатого вала – минимальной частотой холостого хода nmin и повышенной – nпов. Значения частоты вращения устанавливают предприятия – изготовители автомобилей в технических условиях и инструкциях по эксплуатации. Если они не указаны, то принимается:
n_min=(800+50) мин-1;
n_пов=(3000+100) мин-1.
Таблица 2.10 Предельно допустимые значения содержания СО и СН в отработавших газах
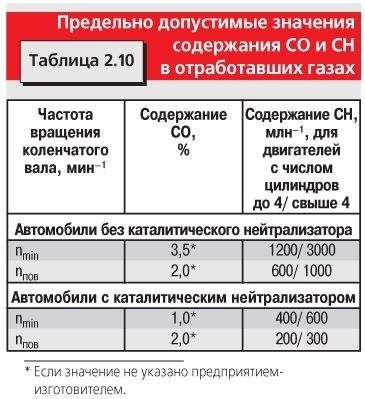
Предельно допустимые значения содержания СО и СН в отработавших газах автомобилей приведены в табл. 2.10. Содержание NOx в настоящее время не нормируется. В случаях превышения норм, указанных в таблице, автомобиль считается технически неисправным и может быть снят с эксплуатации.
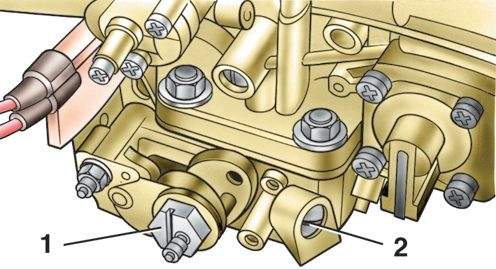 |
Рис. 2.114. Регулировочные элементы системы холостого хода карбюратора ДААЗ-2140-70: 1 – корпус ЭПХХ; 2 – ограничительная втулка винта качества смеси
|
 |
Рис. 2.115. Винты регулировки системы холостого хода карбюратора 2107-1107010: 1 – винт количества смеси; 2 – винт качества смеси
|
Регулировочные элементы карбюратора 2140-1107010-70 показаны на рис. 2.114, карбюратора 2107-1107010 – на рис. 2.115. На рисунках регулировочные винты закрыты пластмассовыми ограничительными втулками, которые позволяют поворачивать винты только на пол-оборота и тем самым препятствуют нарушению заводской регулировки карбюратора. Если с втулками не удается отрегулировать содержание СО и СН в отработавших газах, сломайте их головки, завернув винты до упора, затем выверните регулировочные винты, удалите с их хвостовиков остатки втулок и заверните винты на прежнее место.
Как уже упоминалось (см. «Эксплуатация»), систему холостого хода карбюратора регулируют непосредственно на двигателе. Последний нужно прогреть до рабочей температуры, а систему зажигания и клапанный механизм – отрегулировать.
Для регулировки системы холостого хода потребуются тахометр и газоанализатор, контролирующий содержание в отработавших газах как СО, так и СН. Однако на практике можно пользоваться газоанализатором, определяющим содержание только СО, поскольку по концентрации СН в основном оценивают техническое состояние двигателя в целом и отдельных его систем. При их исправности содержание СО в нормальных пределах автоматически влечет за собой оптимальное содержание СН.
При регулировке системы холостого хода избегайте ошибки, которую очень часто допускают работники станций технического обслуживания и экологических постов. Стремясь гарантированно обеспечить минимальное содержание СО, они чрезмерно переобедняют горючую смесь. При этом из-за перебоев в работе двигателя, даже совершенно исправного, вызванных пропусками воспламенения переобедненной смеси, резко возрастает содержание СН. Кроме того, газоанализатор четко фиксирует изменение содержания СО только при значениях не менее 0,4%. Поэтому никогда не регулируйте карбюратор на содержание СО меньше этого значения.
Регулируйте систему холостого хода в следующем порядке:
1. Введите в отверстие выхлопной трубы щуп газоанализатора на глубину не менее 200 мм и прогрейте его при работе двигателя на режиме холостого хода в течение 30 мин.
2. Поворотом корпуса 1 ЭПХХ (см. рис. 2.114) или винта 1 количества (см. рис. 2.115) по тахометру установите частоту вращения коленчатого вала 850 мин-1. Винтом 2 качества (на обоих рисунках) добейтесь концентрации СО в отработавших газах в пределах 0,5–1,2% при неизменном положении корпуса ЭПХХ или винта 1. При отклонении частоты вращения от заданной корпусом ЭПХХ или винтом 1 восстановите ее в прежних пределах.
3. Через 20–30 с работы двигателя проконтролируйте содержание СО и СН в отработавших газах. При необходимости медленным поворотом винта качества последовательно на 1/2, 1/4 и 1/8 оборота доведите эту величину до требуемого значения.
4. Откорректируйте положение корпуса ЭПХХ или винта количества, восстанавливая частоту вращения коленчатого вала до указанного выше значения. Если после этого содержание СО и СН в отработавших газах изменилось или двигатель неустойчиво работает на режиме холостого хода, повторите регулировочные операции, проверив исправность карбюратора.
Для предварительной проверки правильности и качества регулировки резко нажмите на педаль акселератора, а затем сразу отпустите ее. Если двигатель остановится, несколько увеличьте корпусом ЭПХХ или винтом количества смеси частоту вращения коленчатого вала на режиме холостого хода, но не более чем на 50 мин-1 по сравнению с номинальной. Если не удается добиться устойчивой работы двигателя на режиме холостого хода (наблюдается циклическое изменение частоты вращения коленчатого вала или перебои), проверьте исправность пневмоклапана ЭПХХ карбюратора, сняв с его штуцера шланг подвода разрежения от электромагнитного клапана системы ЭПХХ. Двигатель при этом должен немедленно остановиться. Если этого не происходит, проверьте исправность пневмоклапана. Если он исправен, проверьте двигатель, его системы и устраните выявленные дефекты.
После регулировки проверьте содержание СО и СН при повышенной частоте вращения коленчатого вала. Превышение значений, приведенных в табл. 2.10, указывает на неисправность карбюратора, влияющую на его работу при больших нагрузках, а также на повышенный износ цилиндропоршневой группы.
При отсутствии газоанализатора систему холостого хода можно отрегулировать с приемлемой степенью точности, контролируя частоту вращения коленчатого вала тахометром, а при достаточном навыке исполнителя – и на слух. На работающем двигателе, последовательно вращая винт качества в обе стороны, установите его в положение, при котором частота вращения коленчатого вала на режиме холостого хода максимальна. Затем корпусом ЭПХХ или винтом количества установите частоту 850 мин-1 и после этого повысьте ее еще примерно на 100 мин-1. Для более точной установки винта качества повторите эти операции еще раз. После этого, не изменяя положение корпуса ЭПХХ или винта количества и заворачивая винт качества, снизьте частоту вращения до номинальной (на те же 100 мин-1). Этот способ, особенно с применением точного тахометра, при условии исправности двигателя и его систем гарантирует содержание СО в отработавших газах 1,5–2,0%, т.е. в пределах нормы.
 |
Рис. 2.116. Установка ограничительных втулок на винты регулировки системы холостого хода карбюратора 2107-1107010; а – на винт количества смеси; б – на винт качества смеси
|
После окончания регулировки напрессуйте на винты ограничительные пластмассовые втулки, ориентируя шлицы втулок относительно установочных выступов, как показано на рис. 2.116.
|
ПРИМЕЧАНИЕ
У карбюратора 2140-1107010-70 ограничительную втулку устанавливают только на винт качества.
|
Топливный бак
Снятие и установка
1. Отсоедините от аккумуляторной батареи «массовый» провод.
 |
Рис. 2.117. Установка топливного бака: 1 – клапан двухходовый; 2 – наливная труба; 3 – гайка крепления хомута; 4 – муфта; 5 – тяга; 6 – прокладка; 7 – топливный бак; 8 – болт крепления топливного бака; 9 – трубка бензопровода; 10 – шланг бензопровода; 11 – гайка; 12 – датчик указателя уровня топлива; 13 – трубка воздухоотводящая; 14 – хомут крепления наливной трубы; 15 – пробка
|
2. Отсоедините электрические провода и шланг 10 (рис. 2.117) бензопровода от датчика 12 указателя уровня топлива.
3. Снимите пробку 15 с горловины наливной трубы 2.
4. Отсоедините от топливного бака наливную трубу 2 и воздухоотводящую трубку 13, ослабив хомуты их крепления.
5. Отверните два болта 8 (на рис. 2.117 показан один болт, второй закрыт стенкой топливного бака) и гайку 11 тяги 5 крепления топливного бака и снимите топливный бак.
Устанавливайте топливный бак в обратном порядке.
Система выпуска отработавших газов
Снятие и установка глушителя, резонатора, приемной трубы
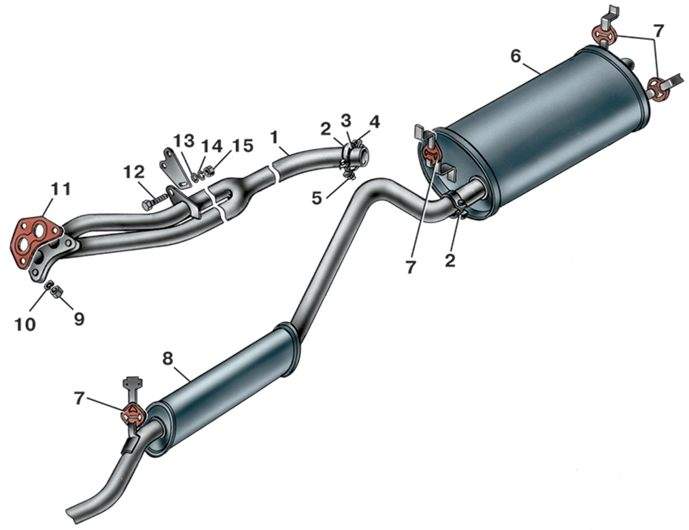 |
Рис. 2.118. Система выпуска газов: 1 – приемная труба глушителя; 2 – хомут; 3 – кольцо уплотнительное; 4 – болт; 5 – гайка; 6 – глушитель; 7 – подушка подвески; 8 – резонатор; 9 – гайки крепления фланца приемной трубы; 10 – шайба; 11 – прокладка; 12 – болт; 13 – шайба; 14 – шайба пружинная; 15 – гайка
|
1. Для снятия глушителя 6 (рис. 2.118) ослабьте хомут 2 крепления задней трубы резонатора 8 к патрубку глушителя и снимите глушитель с трех резиновых подушек 7.
2. Для снятия резонатора 8 снимите глушитель (см. п. 1), ослабьте хомут 2 крепления приемной трубы к передней трубе резонатора и снимите резонатор с подушки 7.
3. Для снятия приемной трубы 1 глушитель и резонатор можно не разъединять, достаточно ослабить хомут крепления приемной трубы к передней трубе резонатора и снять резонатор вместе с глушителем с подушек подвески. Затем отверните у двигателя мод. 331 три гайки 9 крепления фланца приемной трубы к фланцу выпускного коллектора, а у двигателя мод. 2106 – четыре гайки. Отверните гайку 15 болта 12 крепления приемной трубы к кронштейну на картере коробки передач, снимите шайбы 13 и 14 и, вынув из отверстия кронштейна болт 12, снимите приемную трубу и ее прокладку 11 со шпилек выпускного коллектора.
|
ПРИМЕЧАНИЕ
Рекомендуем при каждом снятии приемной трубы заменять прокладку 11 новой.
|
Надорванные или затвердевшие резиновые подушки подвески элементов системы замените.
Глушитель и резонатор имеют неразборную конструкцию, и при выходе из строя (прогаре, коррозии или механическом повреждении) их заменяют.
Перед установкой глушителя и резонатора, бывших в эксплуатации, но пригодных к дальнейшему использованию, обстучите их деревянным молотком и продуйте сжатым воздухом для удаления окалины, сажи и смолистых отложений.