
2.1.11. Головка блока цилиндров
Снятие и разборка
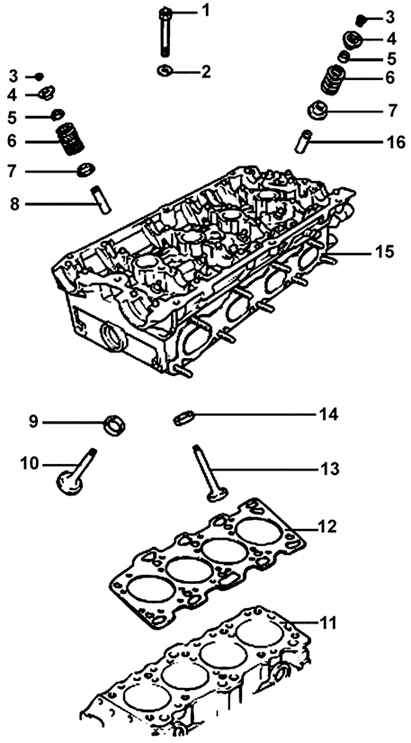 |
Рис. 2.33. Головка блока цилиндров: 1 – болт крепления головки цилиндров, 63 Н·м +ослабить все болты +20 Н·м +довернуть на угол 90° +довернуть на угол 90°; 2 – шайба; 3 – сухари; 4 – тарелка пружины; 5 – маслосъемный колпачок; 6 – пружина; 7 – седло пружины; 8 – направляющая втулка выпускного клапана; 9 – седло впускного клапана; 10 – впускной клапан; 11 – блок цилиндров; 12 – прокладка головки блока цилиндров; 13 – выпускной клапан; 14 – седло выпускного клапана; 15 – головка блока цилиндров; 16 – направляющая втулка впускного клапана
|
Элементы головки блока цилиндров показаны на рис. 2.33.
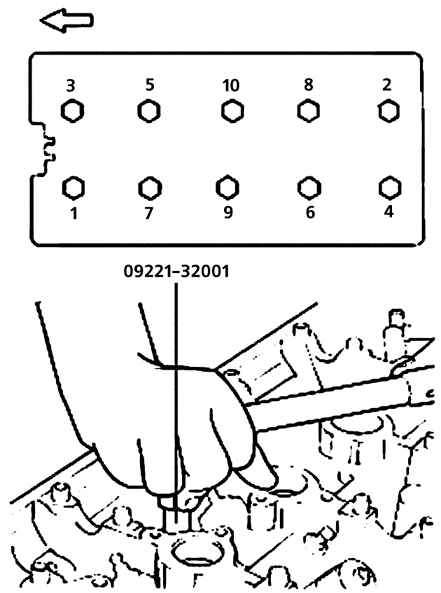 |
Рис. 2.34. Последовательность выворачивания болтов крепления головки блока цилиндров
|
Специальным инструментом 0921–32001 в последовательности, показанной на рис. 2.34, выверните болты крепления головки блока цилиндров.
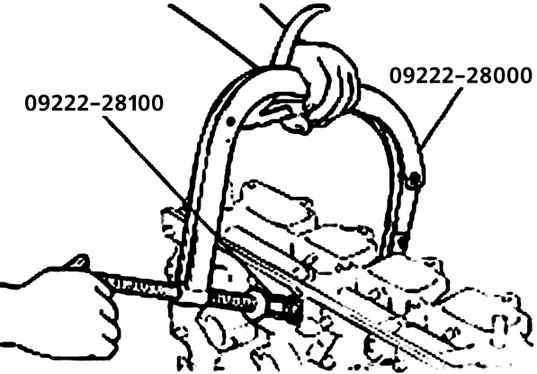 |
Рис. 2.35. Использование специальных приспособлений для сжатия пружины клапана
|
Специальным инструментом (09222– 28000, 09222–28100) сожмите пружины клапана и снимите сухари (рис. 2.35). Затем снимите тарелку пружины, пружину клапана, седло пружины и клапан.
Плоскогубцами снимите маслосъемный колпачок.
Проверка
Головка блока цилиндров
Проверьте головку блока цилиндров на отсутствие трещин, повреждений и утечек охлаждающей жидкости. При наличии трещины замените головку блока цилиндров.
Полностью удалите окалину, герметик и отложения нагара. После очистки смазочных каналов продуйте их сжатым воздухом.
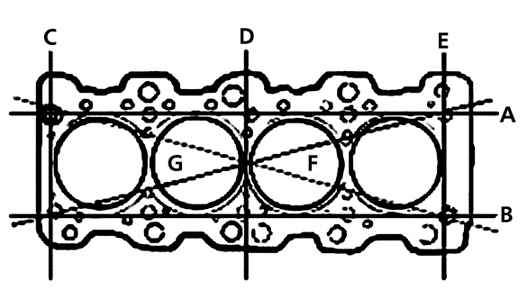 |
Рис. 2.36. Направления измерения плоскостности привалочной поверхности головки блока цилиндров
|
Металлической линейкой и щупом в направлениях, показанных на рис. 2.36, проверьте плоскостность привалочной поверхности головки блока. Если допустимая плоскостность превышена в любом направлении, замените или перешлифуйте головку.
Номинальное отклонение от плоскостности менее 0,03 мм, предельно допустимое отклонение – 0,2 мм.
Клапаны
Проволочной щеткой хорошо очистите клапан.
Осмотрите каждый клапан на наличие износа, повреждений, деформации тарелки и штока, при необходимости отремонтируйте или замените его.
Если торец штока изъеден или изношен, по мере необходимости восстановите фаски. Это восстановление должно быть ограничено минимальным снятием металла.
Проверьте ширину рабочих фасок. Замените клапан, если рабочая фаска изношена до минимально допустимого предела.
Номинальная толщина фаски, мм:
впускные клапаны.....1,0
выпускные клапаны.....1,5
Предельно допустимая толщина кромки, мм:
впускные клапаны.....0,7
выпускные клапаны.....1,0
Пружины клапана
Измерьте длину каждой пружины в свободном состоянии. Если длина пружины отличается от требуемой, замените ее.
Установите пружину на плоскую горизонтальную поверхность и угольником измерьте отклонение верхней части пружины от вертикальной плоскости.
Длина пружины в свободном состоянии – 45,82 мм, под нагрузкой 25,3 кг –40 мм.
Предельно допустимая длина пружины в свободном состоянии – 44,82 мм. Отклонение пружины от вертикальной плоскости – не более 1,5°.
Предельно допустимое отклонение пружины от вертикальной плоскости – не более 4°.
Направляющие втулки клапанов
Проверьте зазор между штоком и направляющей втулкой клапана. Если зазор превышает предельно допустимый, замените направляющую втулку клапана на втулку увеличенного размера.
Номинальный зазор между штоком и направляющей втулкой клапана, мм:
впускные клапаны.....0,02–0,047
выпускные клапаны.....0,05–0,085
Предельно допустимый зазор между штоком и направляющей втулкой клапана, мм:
впускные клапаны.....0,1
выпускные клапаны.....0,15
Ремонт седла клапана
Проверьте седло клапана на наличие перегрева и равномерность контакта с рабочей поверхностью клапана. При необходимости отремонтируйте или замените седло клапана.
Перед ремонтом седла клапана проверьте износ направляющей втулки клапана. Если направляющая втулка клапана изношена, замените ее, а затем отремонтируйте седло.
Ремонт седла клапана проводится наждачным кругом или фрезой. Ширина рабочей фаски седла клапана должна быть в пределах, указанных в технических данных, и отцентрована с рабочей поверхностью клапана.
После ремонта клапан и седло клапана необходимо притереть с использованием притирочной пасты.
Замена седла клапана
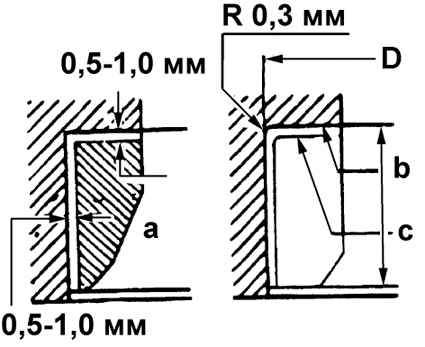 |
Рис. 2.37. Зона срезания стенки старого вставного седла и размеры расточки гнезда седла: а – зона срезания; b – новое отверстие;
с – старое отверстие; D – диаметр седла
|
Любое седло клапана, которое выработало срок эксплуатации, можно снять после срезания большей части его стенки с помощью специального инструмента (рис. 2.37).
После извлечения седла разверткой или резцом обработайте его отверстие до значений, указанных в табл. 2.5.
Таблица 2.5
Припуски для установки седла клапана
Нагрейте головку цилиндров до температуры 250 °С и запрессуйте в нее седло клапана увеличенного размера, седло должно быть нормальной (комнатной) температуры. Притирочной пастой притрите клапан к новому седлу.
Ширина контакта седла клапана – 0,9–1,3 мм.
Замена направляющей клапана
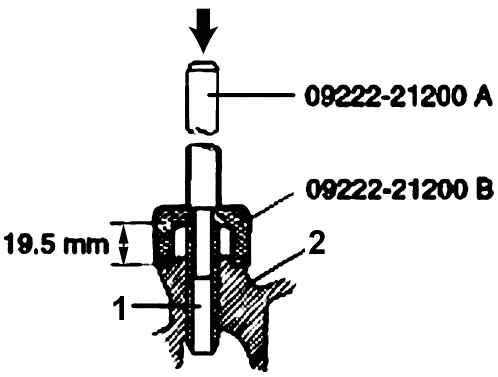 |
Рис. 2.38. Использование специальных инструментов 09222– 21200 A и 09222– 21200 В для выпрессовки направляющей (1) клапана из головки (2) блока цилиндров
|
Специальным инструментом 09222–21200 A и прессом выдавите направляющую клапана в сторону блока цилиндров (рис. 2.38).
Обработайте отверстие в головке блока цилиндров для новой направляющей клапана до размера новой направляющей клапана большего размера. Размер отверстия в головке блока цилиндров должен превышать номинальный и соответствовать значениям, приведенным в табл. 2.6.
Таблица 2.6
Ремонтные размеры направляющей клапана
Используя специальный инструмент 09222–21200 A и 09222–21200 B, запрессуйте направляющую клапана. Направляющая клапана должна быть запрессована с верхней стороны головки блока цилиндров. Помните, что направляющие втулки впускного и выпускного клапанов отличаются по длине (46 мм – впускная и 54,5 мм – выпускная).
|
ПРЕДУПРЕЖДЕНИЕ
Запрессовывайте направляющую втулку клапана только увеличенного размера.
|
После запрессовки направляющих втулок клапанов вставьте новые клапаны и проверьте зазор между штоком клапана и направляющей втулкой.
При замене направляющих втулок клапанов проверьте и при необходимости замените седла клапанов.
Сборка и установка головки блока цилиндров
Установите седла пружин.
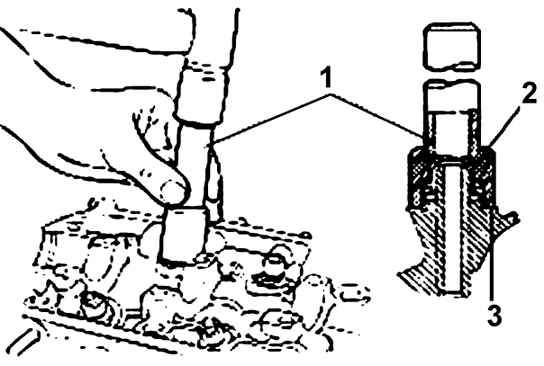 |
Рис. 2.39. Использование приспособления 09222– 22001 (1) для установки маслосъемного колпачка (2) на направляющую клапана и седло (3) пружины клапана
|
Специальным инструментом (09222– 22001) установите маслосъемный колпачок (рис. 2.39).
|
ПРЕДУПРЕЖДЕНИЕ
Перед установкой тщательно протрите каждую деталь.
На поверхности вращения и скольжения нанесите моторное масло.
|
|
ПРЕДУПРЕЖДЕНИЕ
Не используйте повторно старые маслосъемные колпачки.
Неправильная установка маслосъемного колпачка может привести к утечке масла через направляющую втулку клапана.
|
Нанесите тонкий слой моторного масла на шток каждого клапана. Вставьте клапаны в направляющие втулки клапанов. Не прилагайте силу при вводе клапана в маслосъемный колпачок. После установки проверьте плавность перемещения клапана.
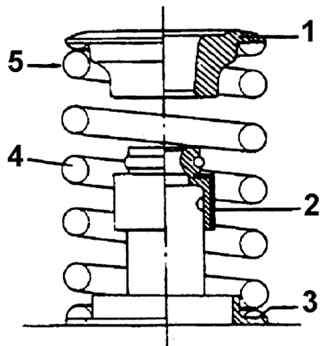 |
Рис. 2.40. Расположение пружины клапана:
1 – держатель пружины; 2 – маслосъемный колпачок; 3 – седло пружины; 4 – пружина клапана;
5 – витки пружины, покрытые эмалью
|
Установите пружины клапана так, чтобы сторона, покрытая эмалью, была направлена к тарелке пружины (рис. 2.40).
Специальным приспособлением сожмите пружину клапана и установите сухари (см. рис. 2.35). Проверьте правильность расположения сухарей в верхнем держателе пружины, медленно разожмите и снимите приспособление для сжатия пружины.
|
ПРЕДУПРЕЖДЕНИЕ
Когда пружина сжата, проверьте, чтобы маслосъемный колпачок не был прижат к основанию сухарей.
|
Очистите обе привалочные поверхности блока цилиндров и головки блока.
Проверьте идентификационные метки на прокладке головки блока цилиндров.
Установите новую прокладку головки блока цилиндров так, чтобы поверхность с идентификационной меткой была направлена к головке блока.
|
ПРЕДУПРЕЖДЕНИЕ
Измерьте длину каждого болта крепления головки блока цилиндров.
Максимальная допустимая длина составляет 99,4 мм
|
.
Установите головку на блок цилиндров.
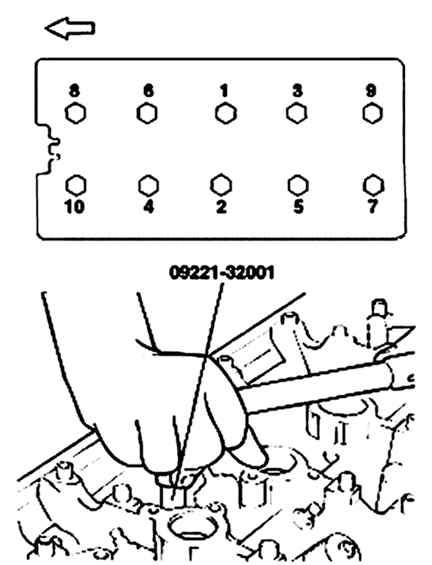 |
Рис. 2.41. Последовательность затяжки болтов крепления головки блока цилиндров
|
Вверните болты крепления головки блока цилиндров в последовательности, показанной на рис. 2.41.
Затягивайте болты в несколько этапов:
– новые болты – 63 Н·м + ослабить все болты +20 Н·м + довернуть на угол 90° + довернуть на угол 90°;
– ранее использованные болты – 20 Н·м + довернуть на угол 90° + довернуть на угол 90°.