| 1. Очистите следы старой прокладки
и герметик с головки блока цилиндров. |
| 2. Очистите нагар с камеры сгорания
и цилиндров, затем вымойте головку блока цилиндров соответствующим
растворителем. |
| 3. Очистите каналы
в головке блока цилиндров с использованием проволочной щетки. |
| 4. Тщательно проверьте
головку на наличие трещин и других повреждений. При наличии трещин
на головке она подлежит замене. |
| 5. Используя металлическую линейку
и щуп, проверьте плоскостность сопрягаемой поверхности головки. |
| 6. Седла клапанов со
следами износа или подгорания необходимо обработать с обязательным
сохранением углов и величины фаски. |
| 7. Если седло клапана необходимо
обрабатывать, определите максимальное количество металла, которое
можно удалить. Если удалено чрезмерное количество металла, гидравлические
толкатели не смогут правильно работать. |
 |
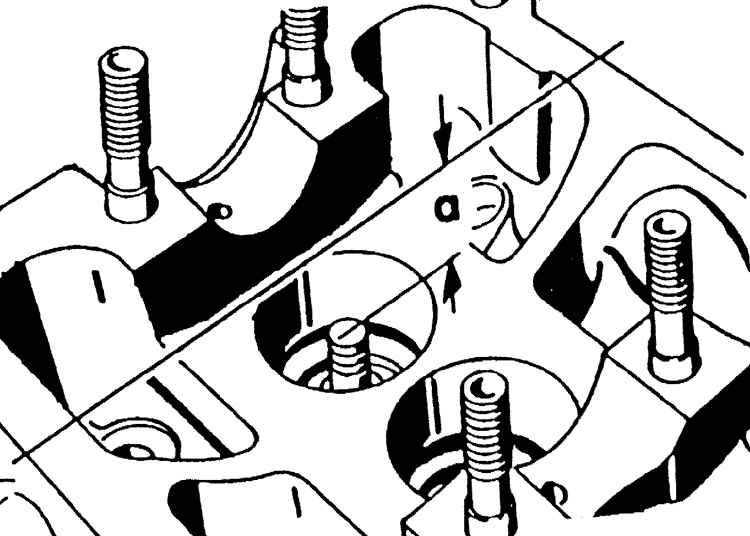
8. Вставьте клапан в направляющую
и прижмите его к седлу клапана. Измерьте расстояние (а) от конца штока
клапана до верхней поверхности головки блока цилиндров. Минимальное
допустимое расстояние – 33,8 мм для впускных клапанов и 34,1 мм для
выпускных клапанов. При чрезмерном износе седла клапана обработка
недопустима и головку блока цилиндров необходимо заменить. |
| 9. После любой обработки седел клапанов
необходимо произвести их притирку. |
| 10. Проверьте внутренние диаметры
направляющих клапанов. Если значения превышают максимально допустимую
величину, то следует заменить направляющие клапанов в специальной
ремонтной мастерской. |
Предупреждение
 Замена направляющей
требует также перешлифовки гнезда соответствующего клапана. Замена направляющей
требует также перешлифовки гнезда соответствующего клапана.
|
| 11. Проверьте тарелку каждого клапана
на точечную коррозию, прожог, трещины и общий износ. |
 |
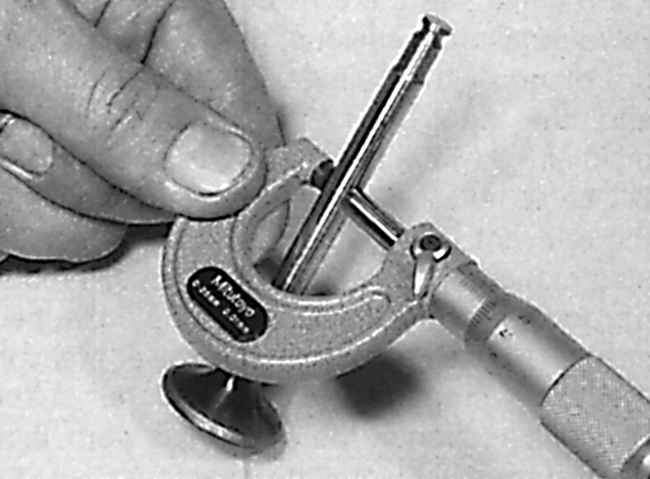
12. Если состояние клапана удовлетворительно,
то измерьте диаметр стержня клапана, в нескольких точках используя
микрометр. Любое существенное различие в полученных данных измерения
стержня клапана указывает на износ стержня. В таком случае клапан
подлежит замене. |
| 13. Если клапаны находятся в удовлетворительном
состоянии, то необходимо произвести их притирку. Притирку клапанов
необходимо производить только с применением мелкозернистой полировочной
пасты. Поверхность седла клапана смажьте небольшим количеством пасты
и установите клапан в соответствующее седло. Плотно прижмите к тарелке
клапана резиновую присоску и вращайте клапан в одну или другую сторону. |
| 14. После окончания процесса притирки
все детали тщательно очистите от грязи и пасты. Проверьте седло и
тарелку клапана. Должно быть видно сплошное матовое кольцо на обеих
деталях, которое указывает ширину фаски клапана. |
| 15. Проверьте пружины клапана на
износ и расслоение, а также измерьте их длину в свободном состоянии.
Если имеется возможность, сравните каждую из существующих пружин с
новой пружиной. |
| 16. Установите пружины на плоской
горизонтальной поверхности и проверьте их отклонения от горизонтального
положения. Если хоть одна из пружин повреждена, то замените полностью
все пружины в комплекте. |
| 17. Проверьте состояние сухарей
клапана, а также места установки сухарей на клапане. При наличии любых
дефектов поврежденные детали должны быть заменены. Маслоотражательные
колпачки подлежат замене каждый раз после их снятия. |
| 18. Проверьте детали клапанного
механизма и гидравлические толкатели. |