| 1. Для того чтобы проводить установку
головки цилиндров, необходимо, чтобы стыкующиеся поверхности головки
и блока цилиндров были идеально чистыми. Используйте твердый пластик
или деревянный скребок для удаления остатков старой прокладки. |
| 2. Почистите так же и головки поршней.
Будьте очень осторожны, так как эти поверхности очень легко повредить.
|
| 3. Будьте внимательны и не допустите
попадание счищаемого нагара в масляные или водяные каналы – это может
перекрыть подачу смазочного материала к какому-либо компоненту двигателя.
Используя липкую ленту и бумагу, закройте отверстия водных и масляных
каналов, а так же отверстия болтов. Для того чтобы избежать попадания
нагара в щель между головкой поршня и стенкой цилиндра замажьте щель
небольшим количеством смазки. |
| 4. После того как Вы почистили
все поршни, удалите при помощи маленькой щетки смазку и нагар, попавшие
в щель, и протрите поверхность чистой тряпкой. Протрите таким же образом
и поршни. |
| 5. Осмотрите стыкующиеся поверхности
блока цилиндров и головки на наличие вмятин, глубоких царапин и других
повреждений. |
| 6. Если повреждения поверхностей
незначительные, то их можно удалить надфилем, но если повреждения
серьезные, то единственной альтернативой полной замене может быть
только обработка на станке. |
| 7. Проверьте, чтобы отверстия болтов
в блоке цилиндров были чистыми и не залитыми маслом. Промокните масло,
попавшее в отверстия болтов. Очень важно, чтобы отверстия болтов были
чистыми, так как это необходимо для достижения требуемого момента
затяжки и для предотвращения возможности возникновения трещин в блоке
цилиндров в результате гидравлического давления во время затягивания
болтов. |
| 8. Старые крепежные болты головки
цилиндров необходимо выбросить вне зависимости от их внешнего вида. |
| 9. Если Вы подозреваете, что поверхность
прокладки головки цилиндров деформирована, проверьте наличие деформации
при помощи линейки. |
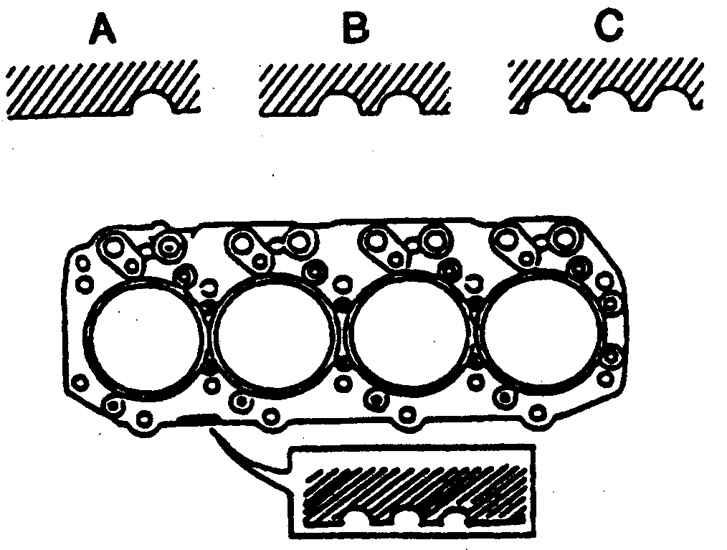
| 10. Если Вы подозреваете, что поверхность
прокладки головки цилиндров деформирована, проверьте наличие деформации
при помощи линейки. Прокладка необходимой толщины подбирается путем
измерения выступа поршня (см. рис. Отметки,
обозначающие толщину прокладки головки блока цилиндров). |
| 11. Поверните коленчатый вал так,
чтобы поршни цилиндров № 1 и № 4 находились в ВМТ и совместите отметку
на шкиве коленчатого вала с указателем. |
| 12. Проверьте, чтобы коленчатый
вал был правильно установлен, затем установите циферблатный измеритель
на блоке цилиндров так, чтобы его щуп мог легко ходить между головкой
поршня и поверхностью блока цилиндров. |
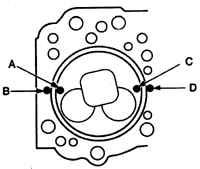 |
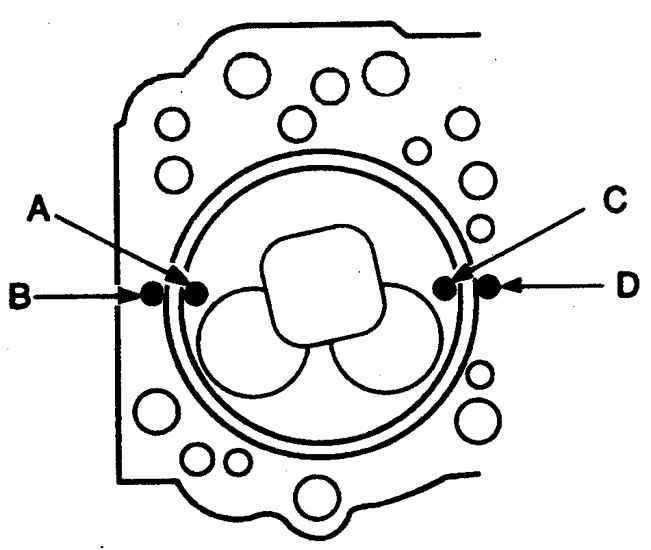
13. Установите стрелку прибора
на ноль, когда щуп прибора установлен на поверхности прокладки блока
цилиндров, затем аккуратно проведите датчик над поршнем № 1 и измерьте
выступы на переднем (А–В) и заднем (C–D) краях. |
| 14. Повторите эту процедуру с поршнем
№ 4. |
| 15. Поверните коленчатый вал на
пол оборота (180°), чтобы поршни № 2 и № 3 установились в ВМТ. Измерьте
величину выступа поршней № 2 и № 3; всего должно получиться восемь
замеров. |
| 16. Сложите вместе все восемь величин
и разделите полученное число на восемь, чтобы вычислить среднюю величину
выступа поршней. Подберите необходимую толщину прокладки. |