3.7. Блок цилиндров
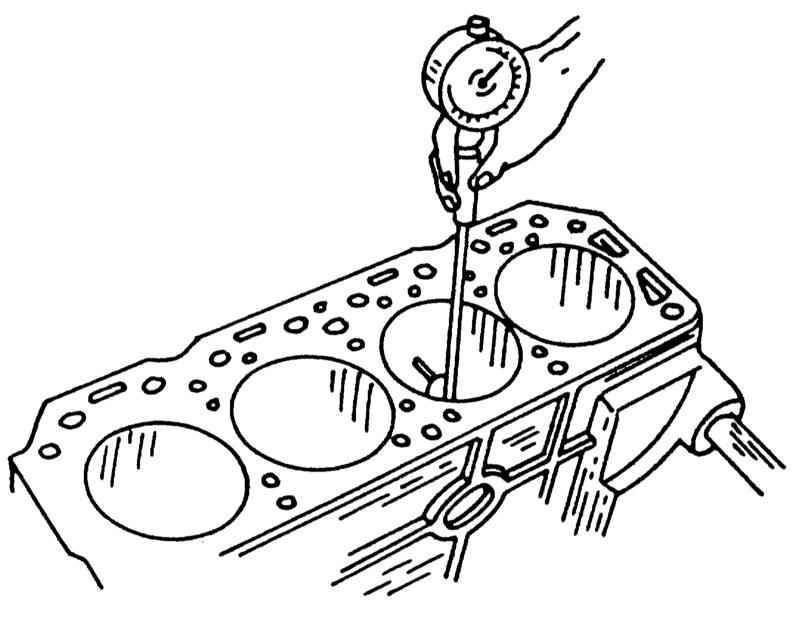
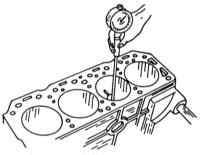
При полной разборке блока цилиндров тщательно очистите блок цилиндров и удалите все инородные тела из полостей и масляных каналов. Следите, чтобы полностью была удалена жидкость для очистки, при возможности используйте сжатый воздух. Для измерения цилиндров необходим специальный циферблатный индикатор (см. иллюстрацию ниже), с помощью которого можно измерить середину и нижнюю часть.
|
Измерение цилиндра с помощью внутреннего микрометра.
|
Если индикатора нет, следующие работы выполнены быть не могут. Измерения цилиндров следует производить в продольном и поперечном направлении (иллюстрация ниже). Также следует учитывать различия между инжекторным и карбюраторным двигателем.
|
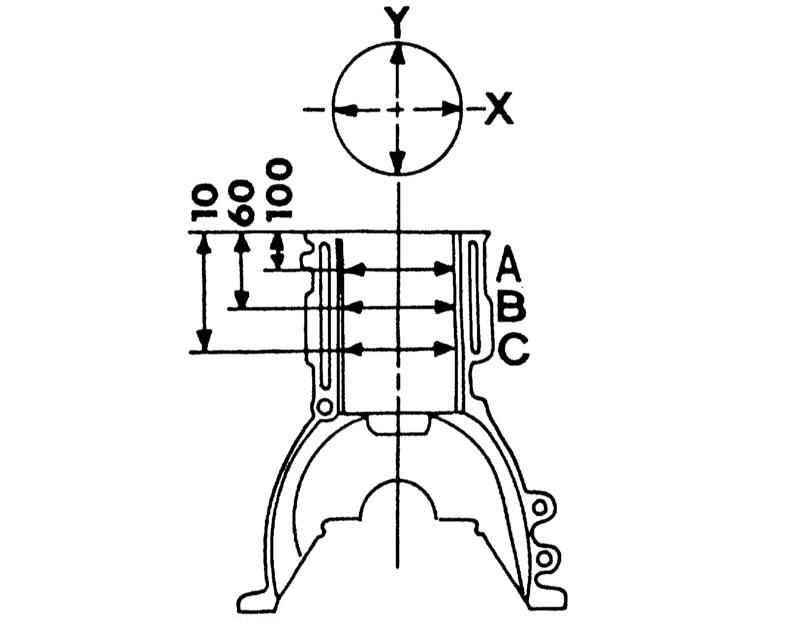
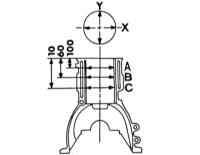
Диаграмма измерений блока цилиндров. Производить измерения на уровнях А, В и С и в направлениях "X-X" и "Y-Y".
|
|
|
- На инжекторном двигателе измерение следует производить согласно иллюстрации
выше, т. е. в 10 мм, 60 мм и 100 мм от верхнего края. Производите измерения в направлениях "X" и "Y".
- На карбюраторном двигателе первое измерение производится в 20 мм от верхнего края цилиндра, остальные как в предыдущем пункте.
- Всего требуется 6 измерений на каждый цилиндр. Запишите все значения и сравните со значениями в
Спецификациях в начале Главы. Благодаря точным измерениям определяются овальность (разница между размерами "А" и "В") и конусность (разница между значениями верхнего и нижнего измерений). Следует помнить, что должны быть расточены все цилиндры, даже только если один цилиндр лежит вне допустимых пределов. Отклонение от требуемых размеров на 0.04 мм допустимо. Ремонтные размеры поршней имеются в
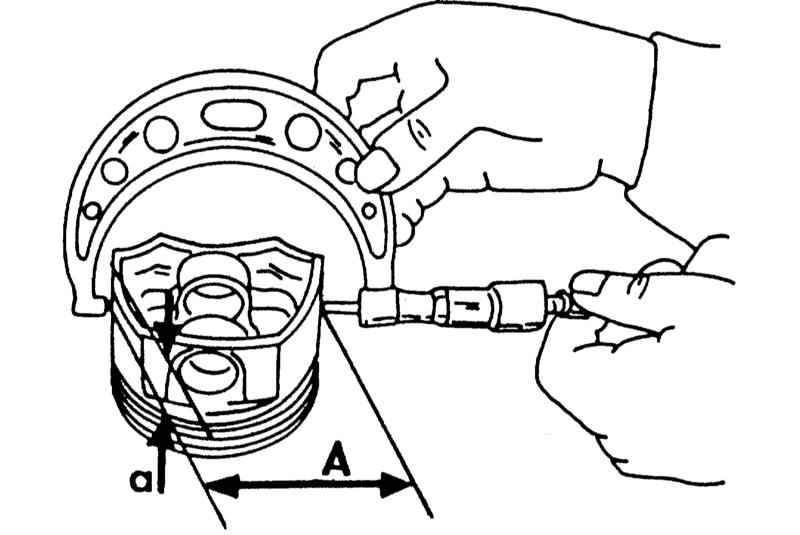
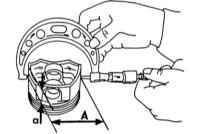
Спецификациях в начале Главы. Окончательный диаметр цилиндра определяется по измерению поршня согласно иллюстрации ниже, т. е. захваты микрометра устанавливаются в 9.5 мм (карбюраторный двигатель) или 11.0 мм (инжекторный двигатель) от нижнего края поршня под углом 90° поршневому пальцу. К этому размеру прибавьте значение зазора 0.010 - 0.030 мм (инжекторный двигатель) или 0.015 - 0.035 мм (карбюраторный двигатель). Кроме того следует учесть добавление 0.02 мм для заключительной шлифовки цилиндров. Для проверки зазора поршней измерьте поршень и цилиндр, как было описано и вычислите разницу между размерами для каждого цилиндра.
|
Измерение диаметра поршня. Размер "а" для инжекторного и карбюраторного двигателя не одинаковый.
|
- Если нет опыта в измерении, блок следует отнести в специальную мастерскую и произвести измерение там.
Для наглядности можно нарисовать эскиз и записывать результаты измерений там. Разница между верхним и нижним измерениями отражает конусность. Разница между поперечным и продольным измерениями отражает овальность. Нигде диаметр не должен отличаться от требуемого значения больше чем на 0.04 мм.
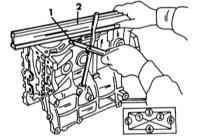
- На верхней поверхности блока цилиндров выбиты цифры, которые указывают на класс размеров поршней. При замене блока цилиндров должны устанавливаться поршни соответствующего класса размеров. Проверьте поверхность блока цилиндров на наличие деформации, как показано на иллюстрации ниже.
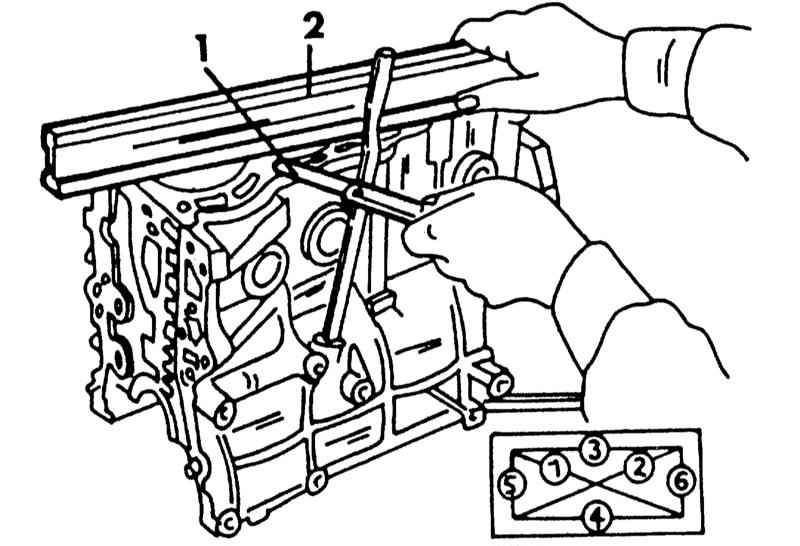
Измерение деформации поверхности блока цилиндров
|
1 — щуп
2 — стальная линейка
|
- Для этого наложите на поверхность блока стальную линейку (2) и измерьте зазор с помощью щупа (1). Измерьте блок в продольном поперечном и диагональном направлениях, как показано на маленькой диаграмме. Максимально допустимый размер составляет 0.10 мм. Следует помнить, что головка и блок цилиндров могут быть прошлифованы в общей сложности не более чем на 0.2 мм. Если головку шлифовать не нужно следует проверить высоту головки цилиндров, размер указан в
Спецификациях в начале Главы. Если блок цилиндров после шлифовки имеет высоту меньше допустимой, он должен быть заменен.
|
|