2.4.2. Измерение диаметров цилиндров
Для измерения диаметров цилиндров необходим индикаторный нутромер, с помощью которого можно получить замеры с середины и основания цилиндров. При его отсутствии проведение указанных работ невозможно. Использование индикаторного нутромера, предназначенного для измерения диаметров цилиндров, дело довольно непростое, поэтому рекомендуется доставить разобранный блок цилиндров для измерений в ремонтную мастерскую. Там быстро установят степень износа блока цилиндров. Прошедший расточку блок цилиндров поставляют вместе с поршнями, которые в этом случае маркируются в соответствии с нумерацией цилиндров.
Измерения диаметров цилиндров проводятся в продольном и поперечном направлениях (рис. 65). Кроме этого измерять диаметры также надо на расстоянии 10 мм от верхней кромки, 10 мм от нижней кромки и один раз в середине. В общей сложности на диаметр каждого цилиндра приходится по шесть измерений. Все полученные значения записываются и сравниваются с техническими данными (см. прил.).
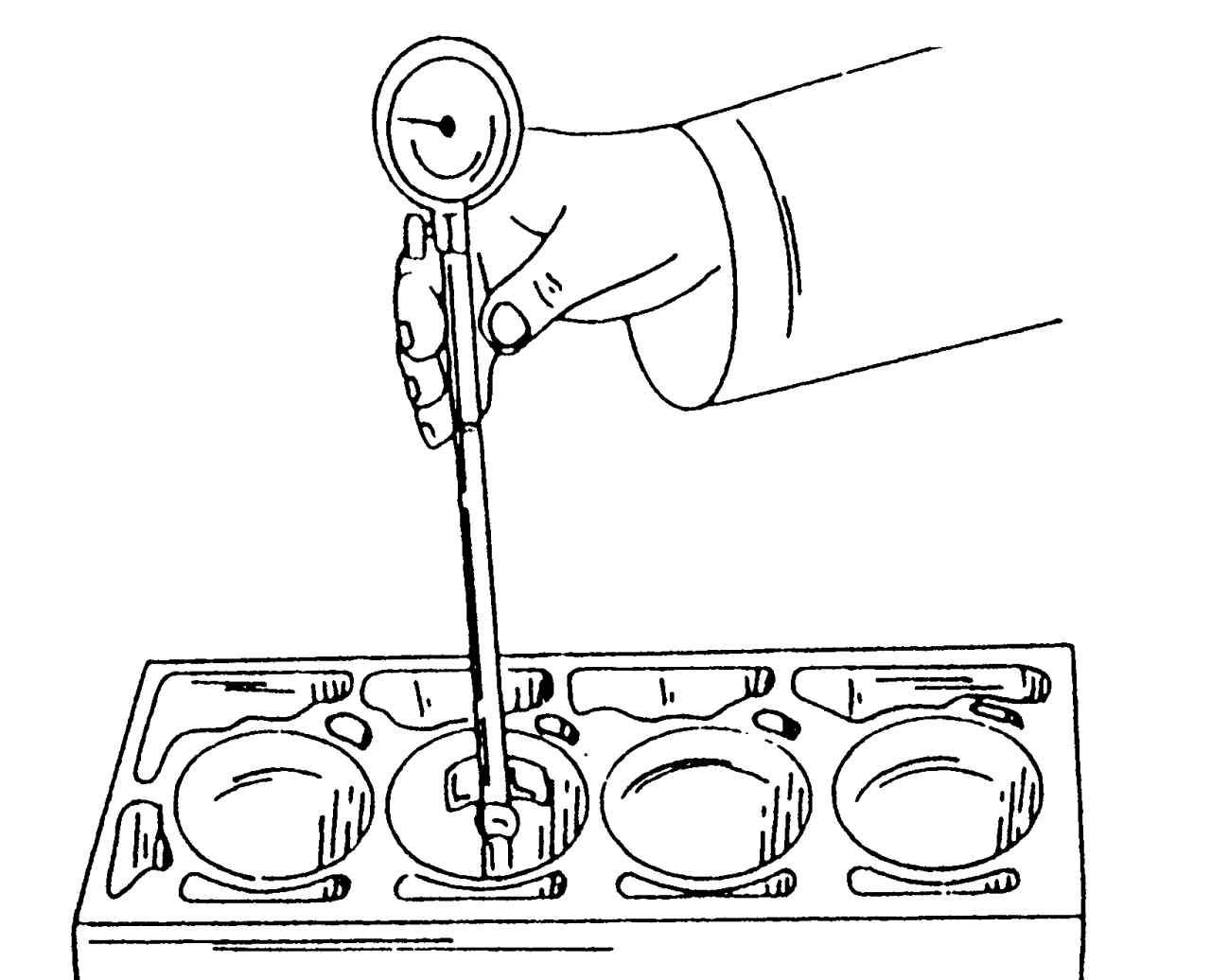 |
Рис. 65. Измерение диаметра цилиндра с помощью стрелочного индикатора
|
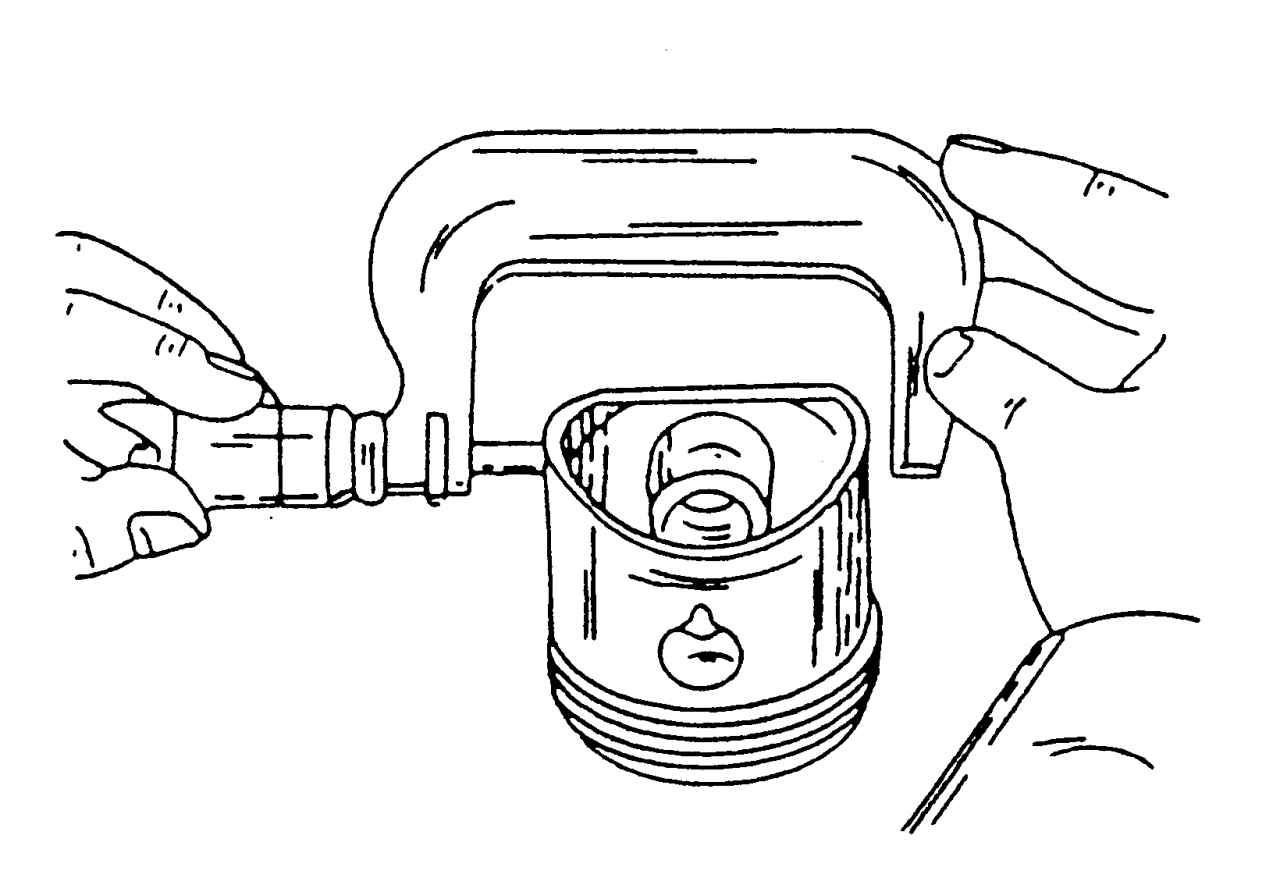 |
Рис. 67. Измерение диаметра поршня (на расстоянии 10 мм от нижней кромки юбки поршня)
|
Следует помнить, что расточка и хонингование должны проводиться на всех цилиндрах. Допускается отклонение от номинальных размеров, равное 0,04 мм. Поршни ремонтных размеров можно получить в соответствии с размерами, указанными в «Технических данных». В общей сложности это три размера. Окончательно диаметр цилиндра определяется по результатам измерения поршня (рис. 67): на расстоянии 10 мм от нижней кромки юбки поршня и под прямым углом к отверстию под поршневой палец. Если у одного поршня отклонение от основного размера превышает 0,04 мм, то блок цилиндров надо расточить и хонинговать.
Для проверки зазора измерить поршень и диаметр цилиндра, как описано, и определить разность размеров на цилиндр. Если результат превышает 0,07 мм, то цилиндры надо расточить и хонинговать, так как он достиг предельного износа.