2.4.2. Измерение внутреннего диаметра цилиндра
 |
Рис. 60. Схема измерения внутреннего диаметра цилиндра: 1, 2 и 3 — верхний, средний и нижний пояса цилиндра; А, В — поперечное и продольное направления измерения
|
Проверьте, не превышает ли износ цилиндров максимально допустимый — 0,08 мм. Для чего измерьте внутренний диаметр цилиндра специальным измерительным прибором — нутрометром в трех поясах — в верхней, средней и нижней частях цилиндра (рис. 60) как в поперечном, так и в продольном направлениях двигателя.
При измерении верхнего и нижнего поясов цилиндра следует отступать на 10 мм от их краев. Таким образом, при измерении внутреннего диаметра цилиндра, необходимо провести шесть замеров на каждый цилиндр.
Все полученные значения следует записать и сравнить с величинами, приведенными в таблице регулировок и контроля. Если максимальная величина износа хотя бы одного из цилиндров больше 0,08 мм — расточите все цилиндры до ближайшего ремонтного размера.
Для определения величины расточки цилиндра измерьте диаметр поршня, к полученному значению прибавьте еще 0,03 мм, за счет биения поршня при его ходе и, кроме того, добавьте 0,02 мм для заключительного хонингования цилиндра.
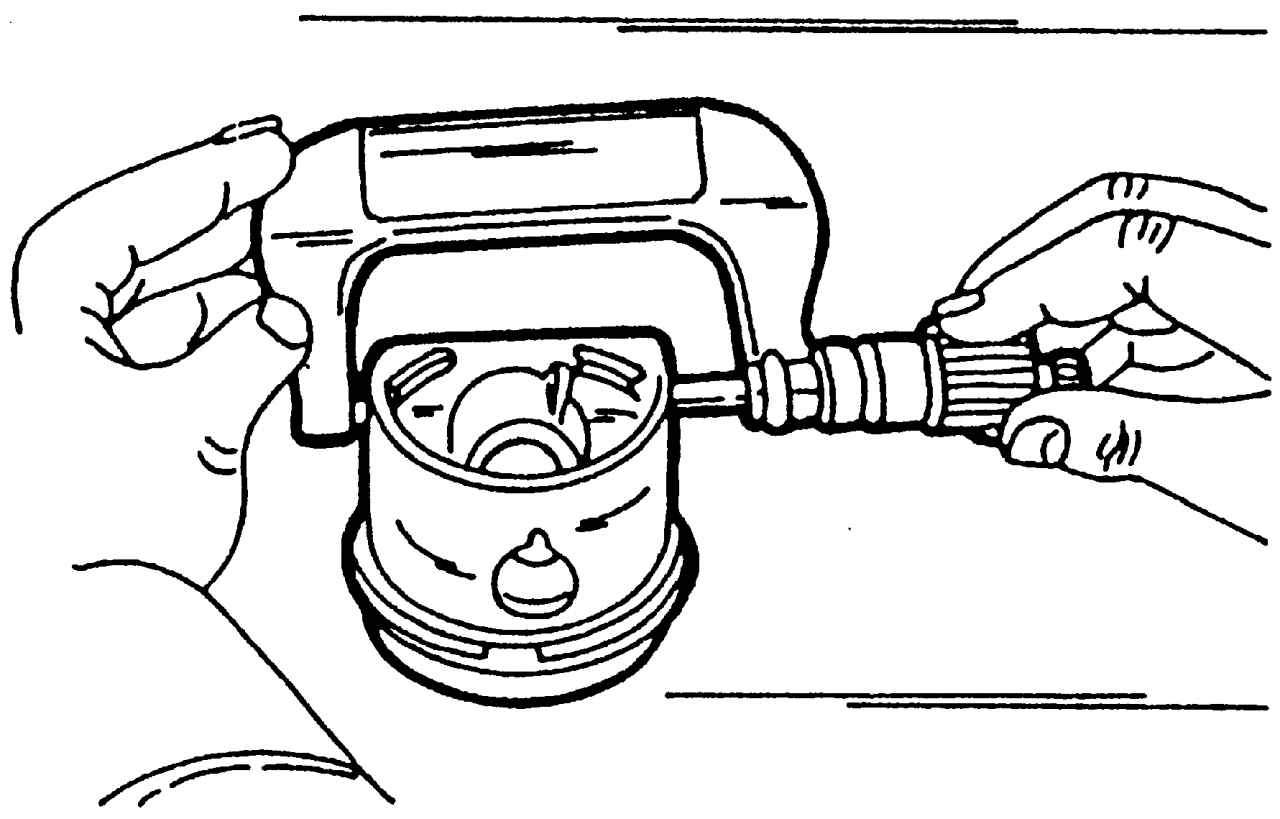 |
Рис. 61. Измерение диаметра поршня
|
Поршень имеет сложную форму наружной поверхности. Поэтому измеряется диаметр поршня микрометром на расстоянии 6 мм от края юбки поршня и под прямым углом по отношению к отверстиям для поршневого пальца (рис. 61).
Разница между измеренным диаметром поршня и его номинальным значением не должна превышать 0,04 мм, в противном случае необходимо установить поршень с увеличенным диаметром — ремонтным размером. Для двигателя VR6 поршни ремонтных размеров изготовляются с увеличенным на 0,5 и 1,0 мм диаметром.
Для проверки биения поршня при его ходе замерьте диаметр поршня и внутренний диаметр цилиндра. Вычислите разницу между полученными величинами для каждого цилиндра. Если разница будет больше 0,08 мм, то цилиндры следует расточить, так как биение достигло границы износа.