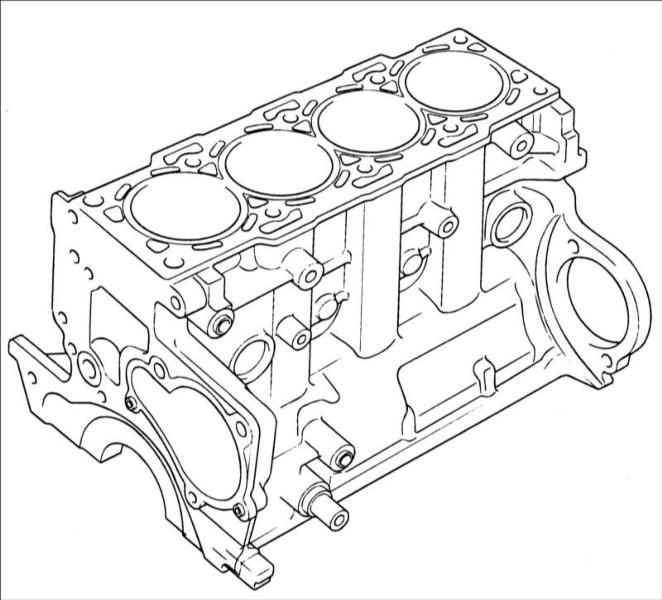
2.11. Блок цилиндров
Снятие
Снимите головку цилиндров, зубчатый ремень, переднюю крышку, маховик, поршни и коленчатый вал.
Проверка
Блок цилиндров
|
|
- Удалите с блока цилиндров двигателя остатки прокладок, герметика, грязи, масла, смазочного материала и другие инородные материалы. Визуально проверьте блок цилиндров на отсутствие ржавчины, коррозии, трещин и других дефектов.
|
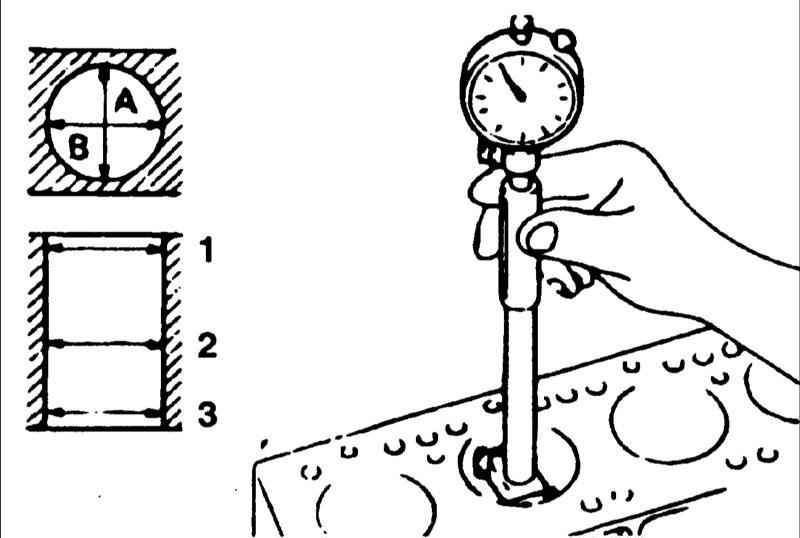
- Измерьте диаметры цилиндров в диаметрально противоположных направлениях (А и В), в трех плоскостях по высоте цилиндров (1, 2 и 3).
|
- Если диаметры цилиндров превышают допустимые значения, имеют овальность или конусность или поверхность цилиндров повреждена, или имеет выработку, блок цилиндров необходимо расточить и отхонинговать, а также установить новые поршни и поршневые кольца ремонтного размера.
Номинальный диаметр цилиндра: 83 0,03 мм
Конусность цилиндра: не более 0,01 мм
- Если в верхней части цилиндра имеется ступенька, срежьте ее специальным инструментом.

|
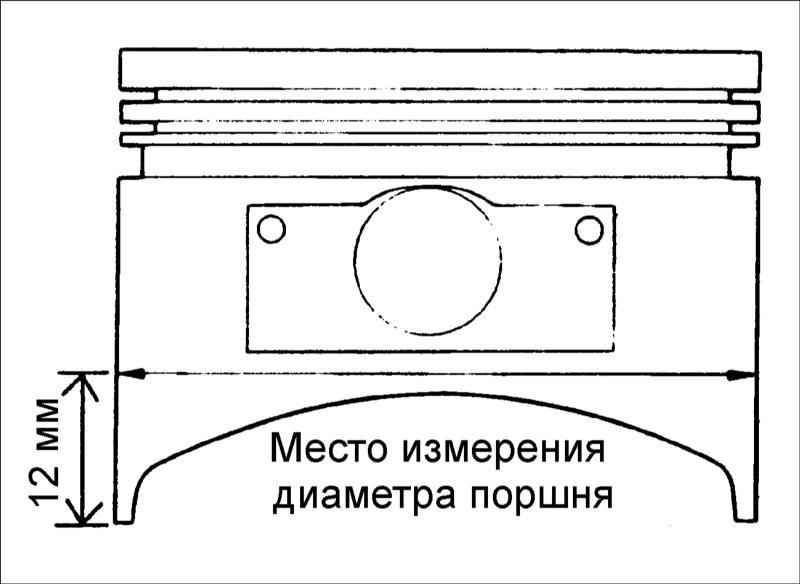
- В качестве запасных частей поставляются поршни четырех увеличенных размеров: 0,25, 0,5, 0,75 и 1,00 мм. При расточке цилиндров до ближайшего увеличенного размера выдержите зазор между поршнем и цилиндром и убедитесь, что поршни имеют тот же увеличенный размер. Стандартное измерение наружного диаметра поршня необходимо проводить на расстоянии 2 мм от юбки и перпендикулярно упорным поверхностям. Зазор между поршнем и цилиндром: 0,069–0,091 мм.
|
- Проверьте блок цилиндров на отсутствие повреждений и трещин.
- Очистите сопрягаемые поверхности головки блока цилиндров и блока цилиндров от остатков прокладки. Металлической линейкой и щупом в шести направлениях проверьте плоскостность сопрягаемой поверхности блока цилиндров.
Отклонение от плоскостности:
– по ширине: 0,042 мм;
– по длине: 0,096 мм;
– по диагонали: 0,012 мм.
Предельно допустимое отклонение от плоскостности: 0,1 мм.

|
Привалочная поверхность для прокладки блока цилиндров после перешлифовки должна уменьшить высоту блока цилиндров не более чем –0,2 мм.
|
|
|
Расточка цилиндров
|
|
- Поршни увеличенного размера, которые будут использоваться должны быть определены на основании наибольшего диаметра отверстия цилиндра.
|
Увеличение размера
|
Маркировка
|
|
0,25 мм
|
0,25
|
|
0,50 мм
|
0,5
|
|
0,75 мм
|
0,75
|
|
1,00 мм
|
1
|
|
|
Маркировка выбита на днище поршня.
|
- Измерьте наружный диаметр поршня.
- На основании измеренного размера определите размер расточки. Размер расточки = Диаметр поршня 0,02 мм (величина хонингования).
- Расточите каждый из цилиндров до расчетного размера.
|
|
Для исключения изменения размера от температуры в процессе хонингования, обрабатывайте цилиндры в следующей последовательности: №2, №4, №1 и №3.
|
- Хонингуйте цилиндры до получения требуемого расчетного диаметра (наружный диаметр поршня зазор).
- Проверьте зазор между поршнем и цилиндром.
|
|
При расточке, растачивайте все цилиндры до одного увеличенного размера. Не растачивайте только один цилиндр до увеличенного размера.
|
|
|
Сборка
Установите детали в следующей последовательности:
- Коленчатый вал
- Маховик
- Поршень
- Головка блока цилиндра
- Зубчатый ремень
- Передняя крышка