2.2.1.12. Шатунно-поршневая группа
Коленчатый вал и детали шатунно-поршневой группы
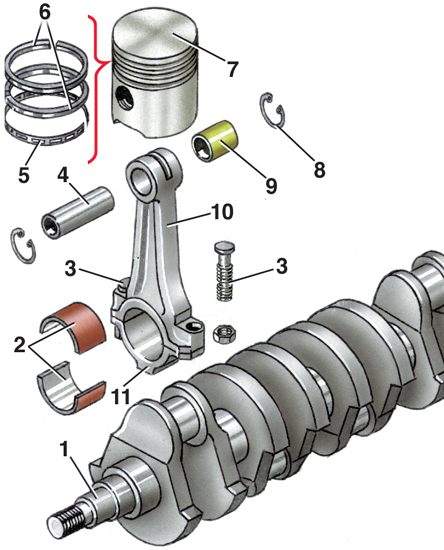 |
1 – коленчатый вал;
7 – поршень; 2 – вкладыш шатунного подшипника; 3 – болт крепления крышки шатуна; 4 – палец; 5 – маслосъемное кольцо; 6 – компрессионное кольцо; 8 – стопорное кольцо; 9 – втулка головки шатуна; 10 – шатун; 11 – крышка шатуна |
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||
|
Осмотр, проверка и ремонт деталей шатунно-поршневой
группы
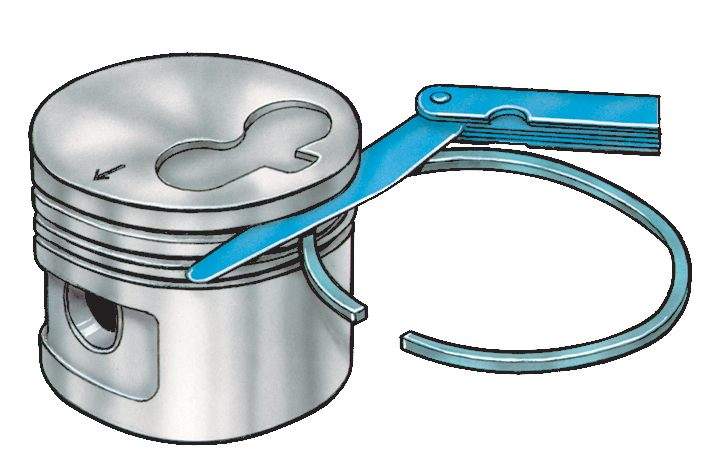
Измерение бокового зазора поршневого кольца
 |
Опиливание концов поршневых колец
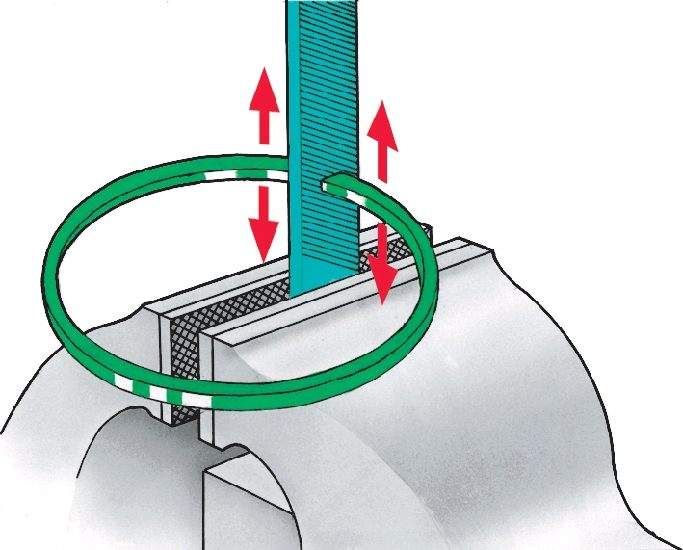 |
Все детали шатунно–поршневой группы после разборки очистить и промыть бензином. Осмотреть поршни. Если на них есть следы износа, глубокие царапины, следы прогара, поршни заменить. Микрометром измерить диаметр юбки поршня на расстоянии 10 мм от нижнего края юбки, перпендикулярно оси поршневого пальца. Если измеренный диаметр отличается от номинального на 0,04 мм, поршень необходимо заменить. Измерить боковой зазор между поршневыми кольцами и канавками на поршне, как показано на рис. Измерение бокового зазора поршневого кольца. Если зазор превышает 0,15 мм, заменить кольца или поршни. Измерить зазор в замке поршневого кольца. Для этого вставить кольцо в цилиндр со стороны картера и продвинуть поршнем, как оправкой, на расстояние 15 мм от основания цилиндра. Щупом измерить зазор в замке. Если зазор превышает 1,0 мм, кольцо заменить. Если зазор в замке меньше, чем 0,3 мм, для компрессионных колец и 0,25 мм – для маслосъемных, можно подпилить концы колец с помощью напильника, зажатого в тисках, как показано на рис. Опиливание концов поршневых колец.
Проверить посадку поршневого пальца в шатуне. Для этого установить шатун горизонтально
и вставить палец в головку шатуна. Палец не должен выдвигаться из головки под
действием собственного веса. Если палец выдвигается или выпадает, нужно заменить
палец и втулку головки шатуна. Выпрессовать старую и запрессовать новую втулку
в головку шатуна, после этого просверлить во втулке отверстие для подвода масла
через отверстие в головке шатуна. Затем развернуть разверткой отверстие под
размер нового пальца, выдержав монтажный зазор в пределах 0,004–0,01 мм. Шатун
должен свободно вращаться на пальце. В противном случае продавить палец через
втулку и в тех местах, где на пальце остались отпечатки, осторожно прошлифовать
втулку. После этого снова проверить легкость вращения шатуна на пальце. Проверить
на разметочной плите соосность отверстий верхней и нижней головок шатуна и,
если необходимо, выправить шатун.
Схема измерения диаметра цилиндра
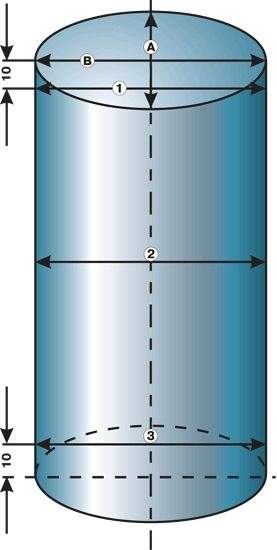 |
А, В – направления замеров; 1, 2, 3 – пояса замеров |
Проверить зазор между поршнем и цилиндром. Если он превышает 0,12 мм, расточить
и отхонинговать цилиндры под ремонтный размер. Растачивать нужно все четыре
цилиндра, даже если зазор больше указанного лишь в одном. После расточки в цилиндры
устанавливают поршни ремонтного размера. Зазор между поршнем и цилиндром вычисляют
как разность между диаметром цилиндра и диаметром поршня. Измерение диаметра
поршня описано выше в этом же парагафе. Диаметр цилиндра измеряют нутромером
в шести точках, в 10 мм от нижнего края цилиндра, в 10 мм от верхнего края и
посередине в двух перпендикулярных направлениях, как показано на рис. Схема
измерения диаметра цилиндра. Если износ цилиндров от номинального размера
превышает 0,04 мм, цилиндры нужно также расточить под ремонтный размер.
Сборка
Размеры выемки в головке поршня
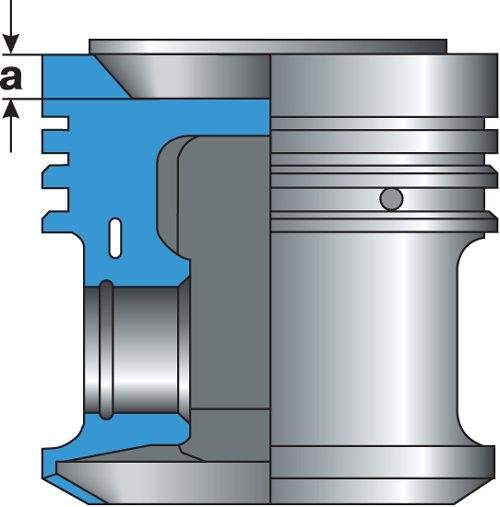 |
а = 16,1 мм; а = 56,6 мм – двигатель с вспрыском; а = 14,7 мм; а = 16,6 мм; а = 16,5 мм; b = 55,7 мм – мод. HZ; b = 56,6 мм – мод. MH, 2G, NU; b = 56,6 мм – мод. HK |
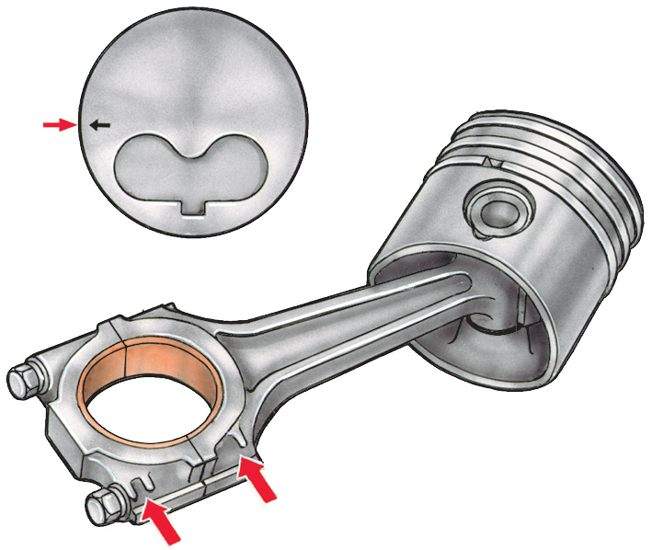
Метка на головке поршня и приливы на шатуне и крышке шатуна
 |
Установка поршня в цилиндр
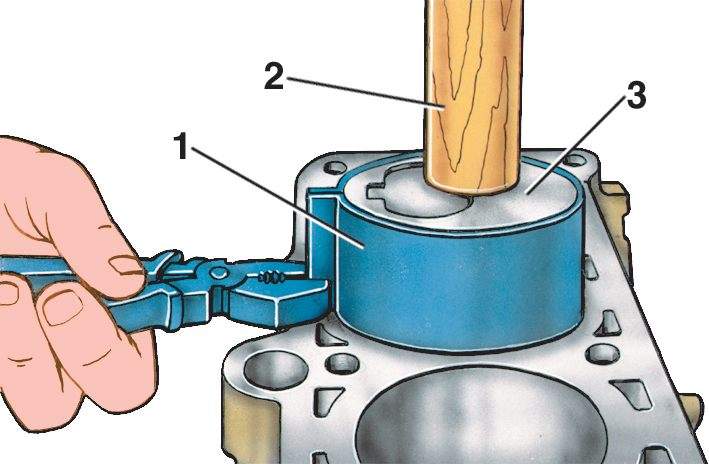 |
1 – хомут, сжимающий поршневые кольца; 2 – ручка молотка; 3 – поршень |
Поршни разных моделей двигателей отличаются размерами выемки в головке поршня. Размеры выемки показаны на рис. Размеры выемки в головке поршня. Кроме того, у двигателей, выпускаемых с сентября 1985 г., уменьшены отверстия под цилиндры в прокладке головки блока. На головке поршня имеется фаска для предотвращения удара поршня о край прокладки. Перед сборкой заменить шатунные болты.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||
|