1.15. Ремонт головки цилиндров
Разборка
Проверка
Головка блока цилиндров
|
|
- Осмотрите головку блока цилиндров на отсутствие повреждений, трещин, утечек масла и охлаждающей жидкости. При необходимости, замените головку цилиндров.
|
- Снимите окалину, герметик и нагар. Сжатым воздухом продуйте каналы для смазки.
|
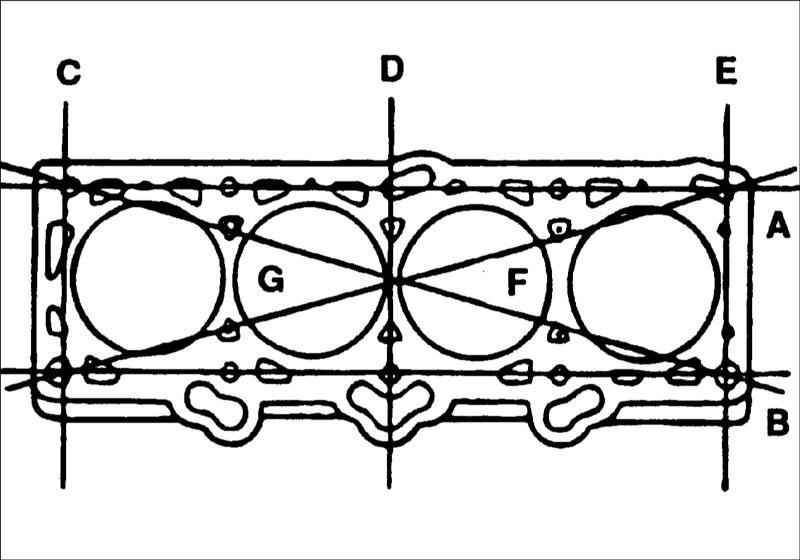
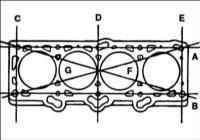
- Металлической линейкой и щупом в шести направлениях A, B... проверьте плоскостность головки блока цилиндров. При необходимости, перешлифуйте головку блока цилиндров.
Стандартное отклонение от плоскостности: менее 0,03 мм.
Предельно допустимое отклонение от плоскостности: 0,05 мм.
|
|
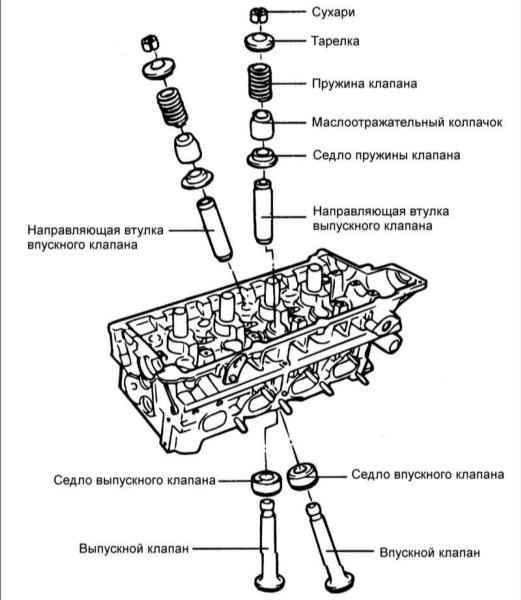
Клапаны
|
|
|
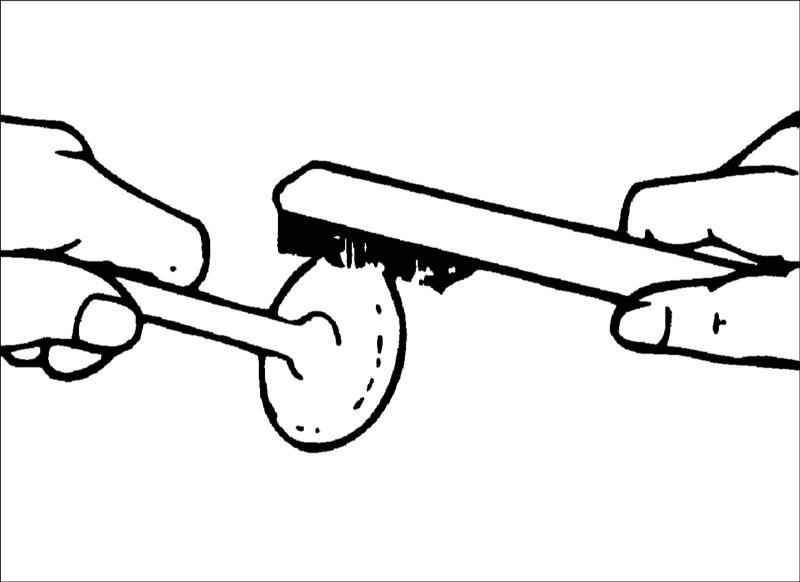
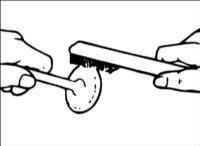
- Проволочной щеткой очистите клапан.
|
|
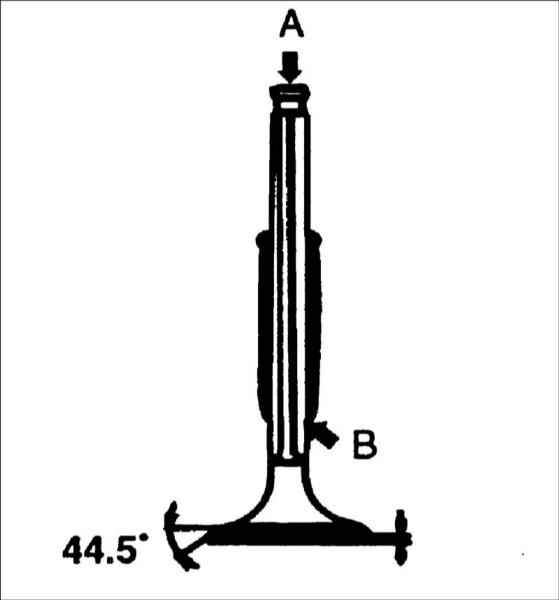
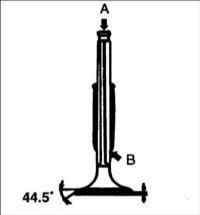
- Осмотрите каждый клапан на наличие износа, повреждений и деформации в зонах А и В и, при необходимости, отремонтируйте или замените его. Если торец стержня изъеден или изношен, по мере необходимости восстановите фаски. Это восстановление должно быть ограничено минимальным снятием металла.
|
Также проверьте толщину рабочих кромок.
Толщина рабочей кромки клапана:
Впускные клапаны: 1,15 мм:
- двигатели 1,8 и 2,0 л: 1,15 мм;
- двигатели 1,6 л: 1,1 мм.
Выпускные клапаны:
- двигатели 1,8 и 2,0 л: 1,35 мм;
- двигатели 1,6 л: 1,3 мм.
Предельно допустимая толщина рабочей кромки клапана:
Впускные клапаны: 0,8 мм;
Выпускные клапаны: 1,0 мм.
|
|
Пружина клапана
|
|
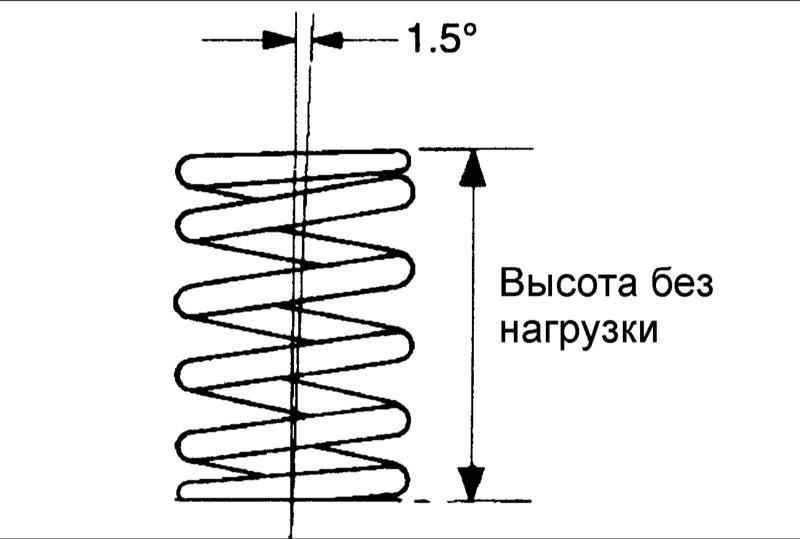
- Осмотрите каждую пружину клапана на отсутствие трещин и повреждений. Измерьте длину пружины в свободном состоянии.
- Установите пружину на плоскую горизонтальную поверхность и измерьте отклонение верхней части пружины от вертикальной плоскости.
|
|
Двигатели 1,8 и 2,0 л
Длина пружины без нагрузки: 48,86 мм
Длина пружины под нагрузкой 18,3 кг: 39 мм
Длина пружины под нагрузкой 40,0 кг: 30,5 мм
Допустимое отклонение пружины от вертикальной плоскости: не более 1,5°
Предельно допустимое отклонение пружины от вертикальной плоскости: не более 3°
Двигатели 1,6 л

|
Длина пружины без нагрузки: 44 мм
|
Длина пружины под нагрузкой 21,6 кг: 35 мм
Длина пружины под нагрузкой 45,1 кг: 27,2 мм
Допустимое отклонение пружины от вертикальной плоскости: не более 1,5°
Предельно допустимое отклонение пружины от вертикальной плоскости: не более 4°
Направляющие втулки клапана

|
Проверьте зазор между стержнем и направляющей втулкой клапана. Если зазор превышает предельно допустимое значение, замените направляющую втулку клапана на втулку увеличенного ремонтного размера.
|
Двигатели 1,8 и 2,0 л
Зазор между стержнем и направляющей втулкой клапана:
Впускные клапаны: 0,02–0,05 мм
Выпускные клапаны: 0,035–0,065 мм
Предельно допустимый зазор между стержнем и направляющей втулкой клапана:
Впускные клапаны: 0,1 мм
Выпускные клапаны: 0,13 мм
Двигатели 1,6 л
Зазор между стержнем и направляющей втулкой клапана:
Впускные клапана: 0,03–0,06 мм
Выпускные клапана: 0,05–0,08 мм
Предельно допустимый зазор между стержнем и направляющей втулкой клапана:
Впускные клапана: 0,1 мм
Выпускные клапана: 0,15 мм
Вставное седло клапана
|
Проверьте седло клапана на наличие перегрева и нарушения рабочей поверхности, контактирующей с тарелкой клапана. При необходимости отремонтируйте или замените седло клапана.
|
Перед заменой или ремонтом седла клапана проверьте износ направляющей втулки клапана. Если направляющая втулка клапана изношена, замените ее.
Замена седла клапана
|
|
|
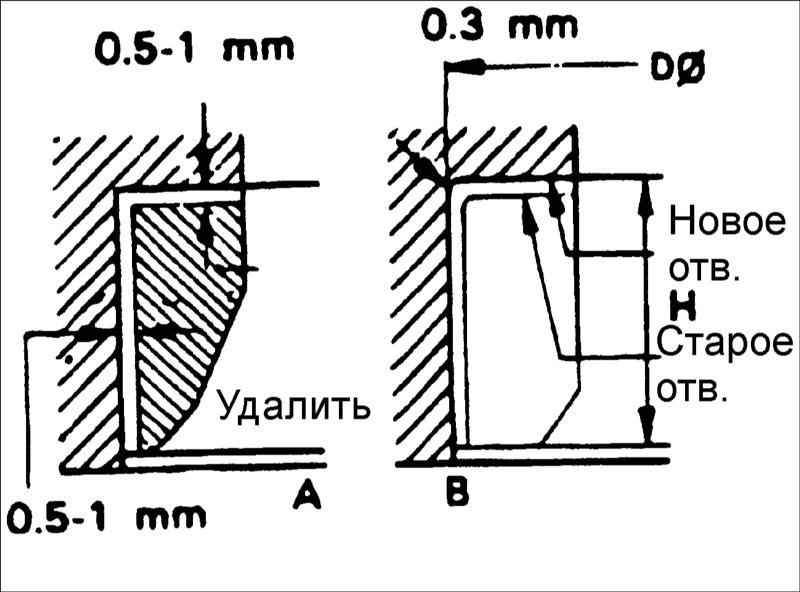
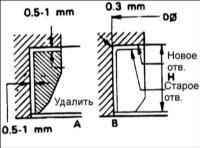
Любое вставное седло клапана, изношенное до предела, необходимо заменить при комнатной температуре срезанием стенки, как показано на рисунке.
|
- После удаления старого седла клапана необходимо расточить гнездо под увеличенный размер седла клапана. Размеры для обработки приведены в таблице.
Увеличенные размеры вставного седла клапана двигателей 1,8 и 2,0 л3
|
Описание
|
Метка размера
|
Высота седла, мм
|
Диаметр гнезда в головке цилиндров, мм
|
| Седло впускного клапана, увеличенное на 0,3 мм
|
30
|
7,5–7,7
|
33,300–33,325
|
| Седло впускного клапана, увеличенное на 0,6 мм
|
60
|
7,8–8,0
|
33,600–33,625
|
| Седло выпускного клапана, увеличенное на 0,3 мм
|
30
|
7,9–8,1
|
28,800–28,821
|
| Седло выпускного клапана, увеличенное на 0,6 мм
|
60
|
8,2–8,4
|
29,100–29,121
|
Увеличенные размеры вставного седла клапана двигателей 1,6 л
|
Описание
|
Метка размера
|
Высота седла, мм
|
Диаметр гнезда в головке цилиндров, мм
|
| Седло впускного клапана, увеличенное на 0,3 мм
|
30
|
5,1–5,3
|
30,700–30,721
|
| Седло впускного клапана, увеличенное на 0,6 мм
|
60
|
5,4–5,6
|
31,000–31,021
|
| Седло выпускного клапана, увеличенное на 0,3 мм
|
30
|
6,2–6,4
|
27,300–27,3211
|
| Седло выпускного клапана, увеличенное на 0,6 мм
|
60
|
6,5–6,7
|
27,600–27,621
|
- Нагрейте головку цилиндров до температуры 250°C и запрессуйте новое седло клапана ремонтного размера. При запрессовке седло клапана должно иметь комнатную температуру.
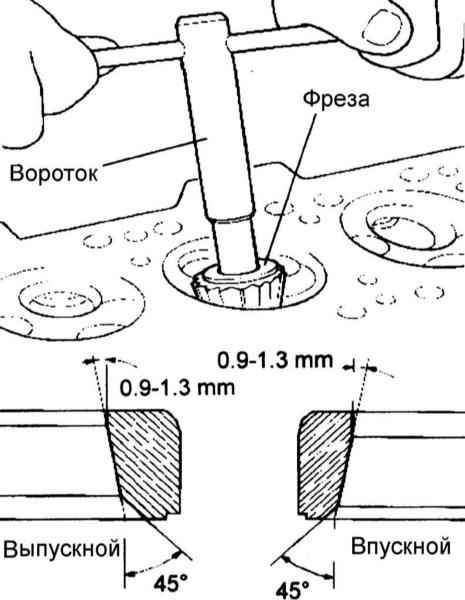
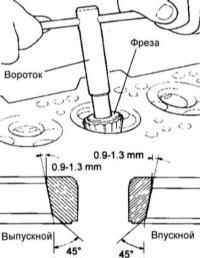
- После установки нового седла клапана необходимо выполнить притирку клапана. Ширина рабочей фаски седла клапана должна быть в пределах технических требований.
Ширина рабочей фаски седла впускного клапана:
- двигатели 1,8 и 2,0 л: 1,1–1,5 мм;
- двигатели 1,6 л: 0,8–1,2 мм.
Ширина рабочей фаски седла выпускного клапана: 1,3–1,7 мм
|
|
Замена направляющей втулки клапана
 |
|
|
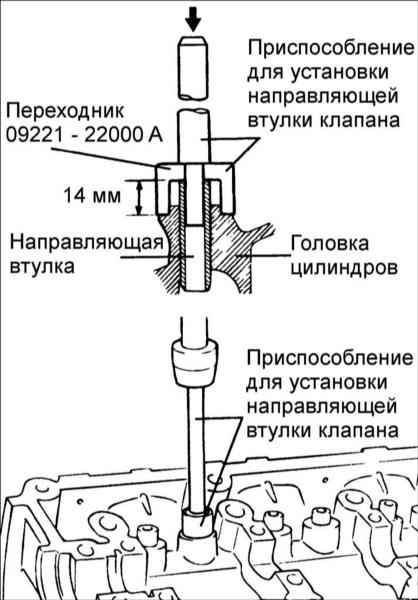
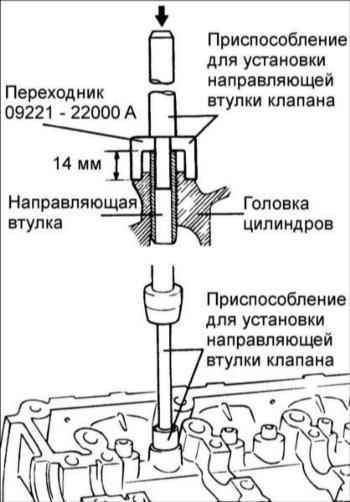
- Используя приспособление 09221 – 22000 A/B выпрессуйте втулку клапана из головки цилиндров по направлению к блоку цилиндров.
- Приставьте к отверстию головки цилиндров новую направляющую втулку клапана увеличенного ремонтного размера.
|
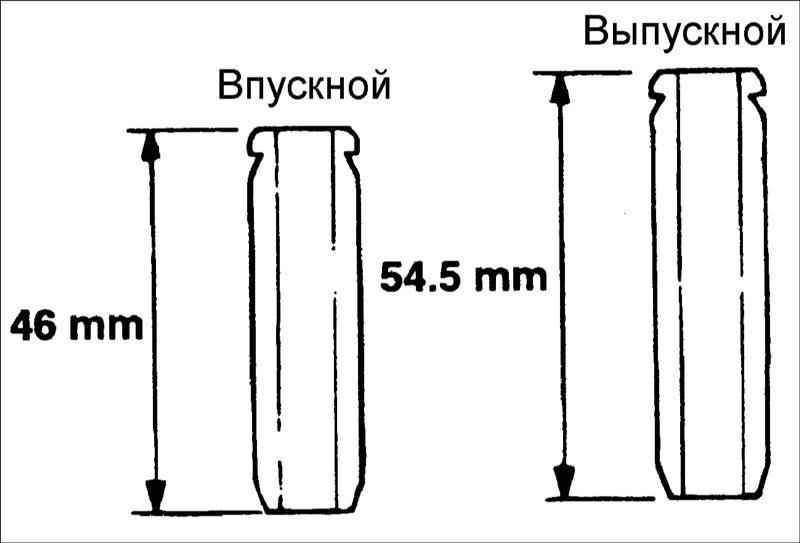
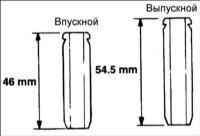
- Приспособлением для установки направляющей втулки клапана 09221–22000 A/B запрессуйте втулку в головку цилиндров. Приспособление обеспечивает запрессовку втулки на строго определенную глубину. Измерьте выступание верхней части направляющей втулки клапана из головки цилиндров. Обратите внимание, что выступание направляющей втулки клапана различно для впускных и выпускных клапанов.
|
- После запрессовки направляющих втулок клапанов вставьте новые клапаны и проверьте зазор.
- Каждый раз при замене направляющих втулок клапанов проверьте и, при необходимости, замените седла клапанов.
Увеличенные размеры направляющей втулки клапана
|
Увеличенные размеры
|
Метка размера
|
Диаметр отверстия в головке блока цилиндров
|
|
0,05
|
5
|
11,050–11,068
|
|
0,25
|
25
|
11,250–11,268
|
|
0,5
|
50
|
11,500–11,518
|
|
|
Сборка
|
|

|
- Перед установкой очистите все детали.
- Нанесите тонкий слой моторного масла на все поверхности скольжения.
|
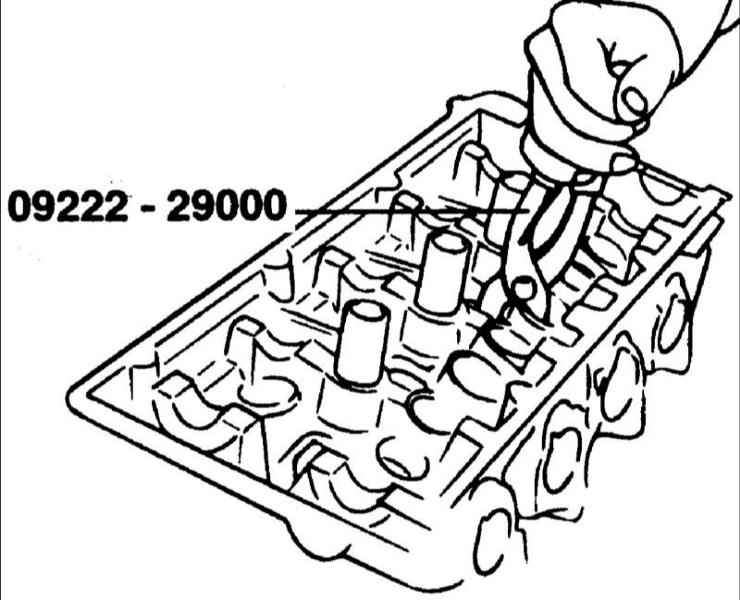
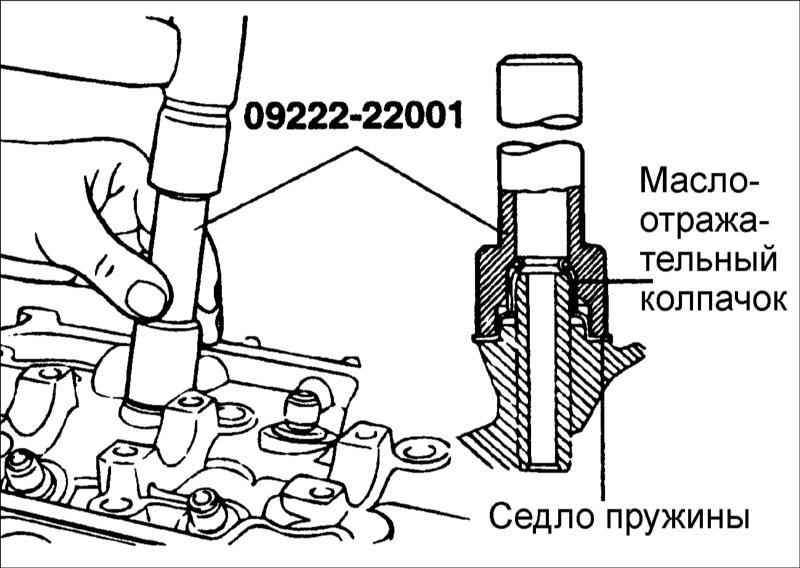
- Установите седло пружины. Используя специальное приспособление 09222 – 22001, установите маслоотражательный колпачок.
|
|
- Не используйте повторно старые маслоотражательные колпачки.
- Неправильная установка маслоотражательного колпачка неблагоприятно воздействует на его рабочую кромку за счет эксцентриситета и приводит к утечке моторного масла через направляющие втулки клапана.
При установке будьте осторожны, чтобы не перекрутить маслоотражательный колпачок.
|

|
- Смажьте стержень клапана моторным маслом и установите клапан. При установке клапана не прилагайте больших усилий, чтобы не повредить маслоотражательный колпачок. Проверьте плавность перемещения клапана.
|
- Установите пружины и держатели пружин. Пружины необходимо устанавливать стороной, покрытой эмалью, к держателям пружин.
|
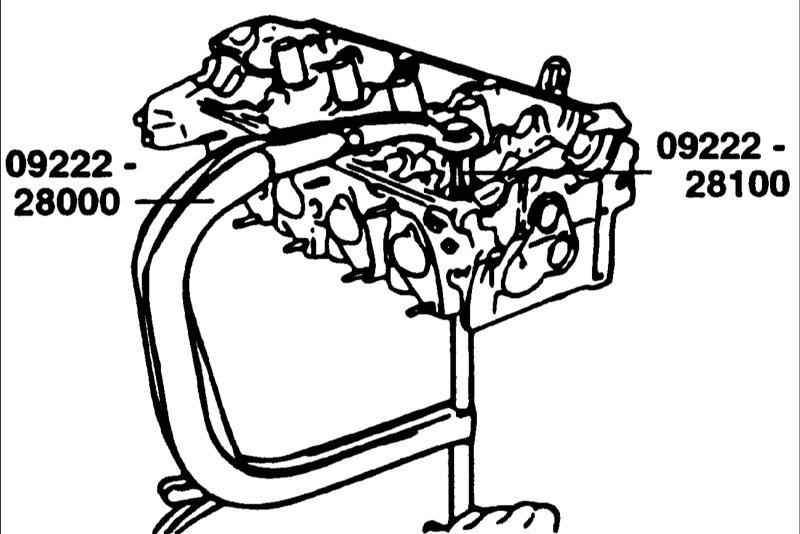
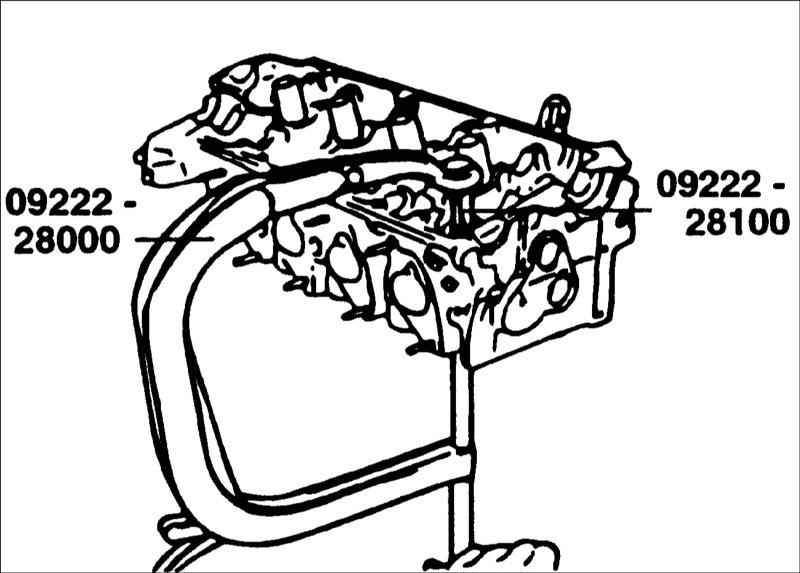
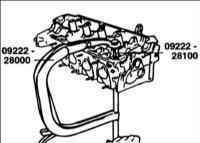
- Специальным приспособлением 09222 – 28000, 09222–28100 сожмите пружину. Установите сухари и снимите специальное приспособление для сжатия пружины.
|
|
|
При сжатии пружины убедитесь, что маслоотражательный колпачок не зажат приспособлением для сжатия пружины.
|
- Очистите все привалочные поверхности блока цилиндров и головки блока цилиндра.
- Проверьте наличие маркировки на прокладке головки цилиндров.
- Установите новую прокладку головки блока цилиндров так, чтобы поверхность с маркировкой была направлена к головке цилиндров.
|
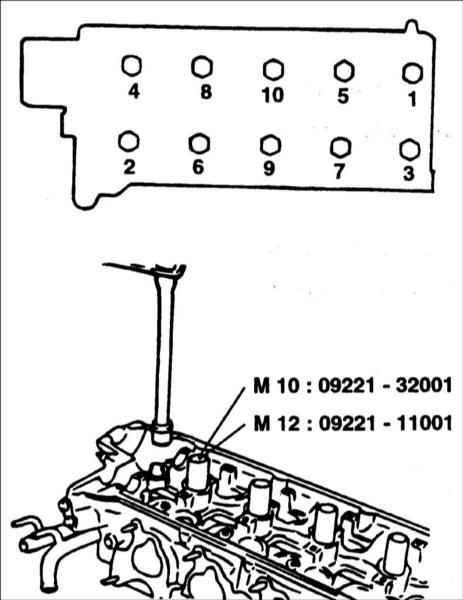
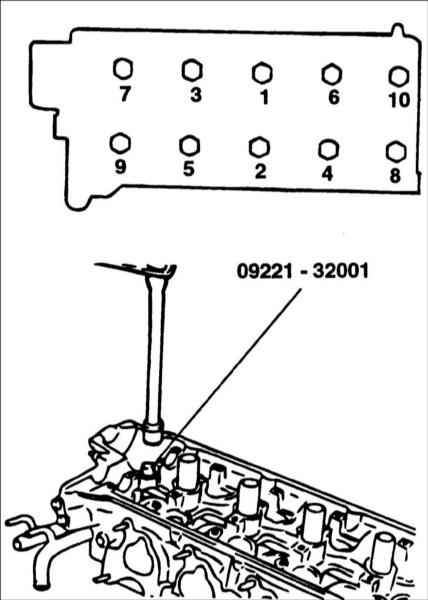
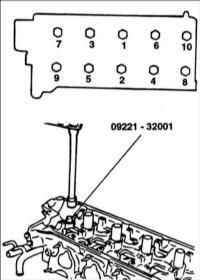
- В последовательности, показанной на рисунке затяните болты крепления головки цилиндров.
|
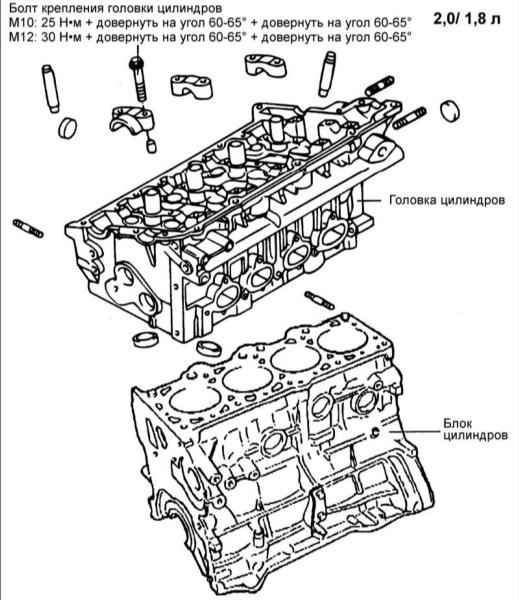
Момент затяжки болтов крепления головки цилиндров двигателей 1,8 и 2,0 л
М10: 25 Н•м довернуть на угол 60–65° довернуть на угол 60–65°
М12: 30 Н•м довернуть на угол 60–65° довернуть на угол 60–65°
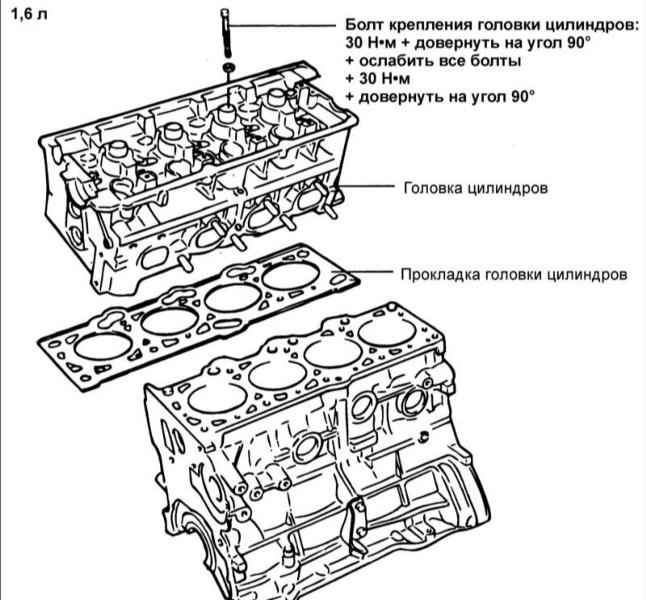
Момент затяжки болтов крепления головки цилиндров двигателей 1,6 л:
30 Н•м довернуть на угол 90° ослабить все болты 30 Н•м довернуть на угол 90°
|
|