3.1.2.1.12. Разборка, ремонт и сборка головки блока цилиндров
Разборка
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Расположить головку блока цилиндров
в передней и задней частях на двух деревянных брусках. |
| 2. Снять впускной коллектор вместе
с карбюратором, а также выпускной коллектор. |
| 3. Снять распределитель
и топливный насос. |
| 4. Снять крышку подшипника
распределительного вала со стороны маховика. |
| 5. Снять шкив привода распределительного
вала, придерживая его специальным стержнем, служащим для установки
газораспределения. |
| 6. Снять пластиковый
кожух и маслопровод. |
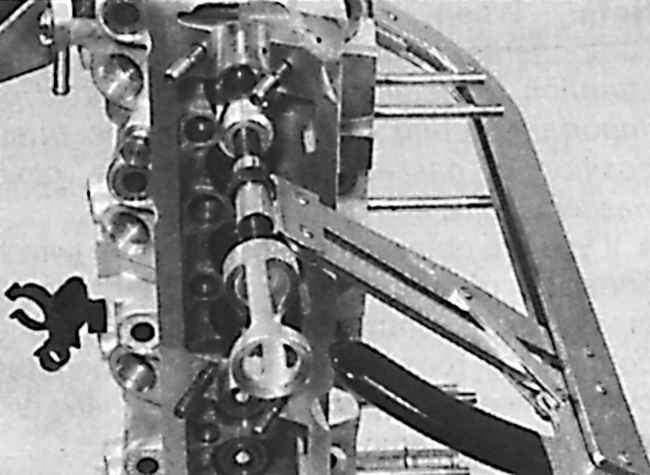
| 7. Снять пять крышек подшипников
распределительного вала, а затем извлечь сам распределительный вал. |
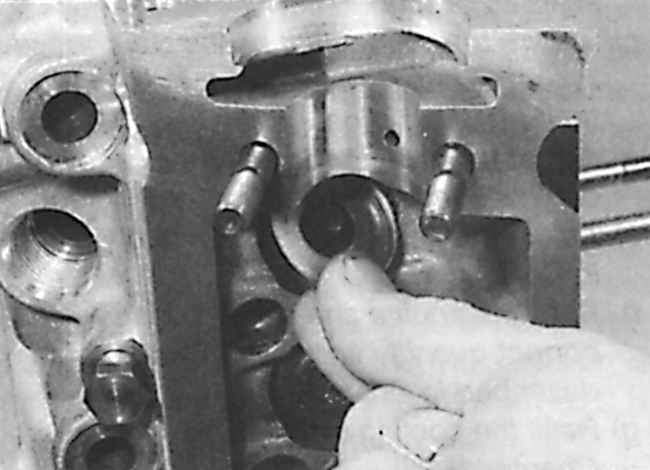
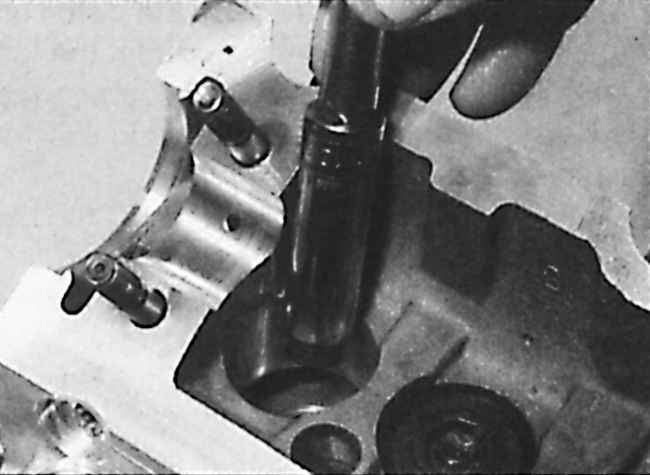
| 8. При помощи специальной присоски
извлечь толкатели. Обозначить толкатели, а также регулировочные пластинки. |
 |
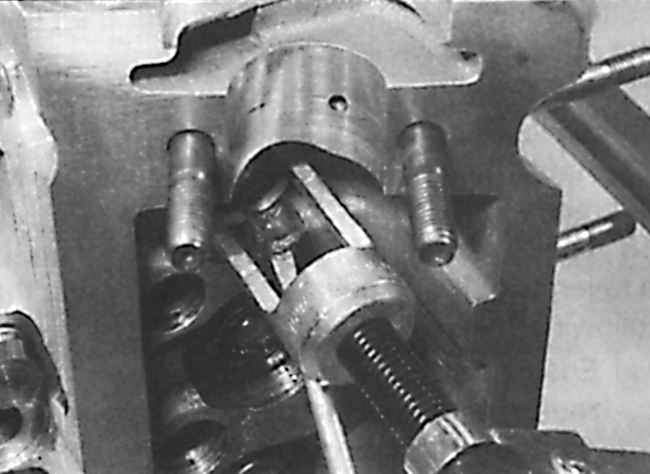
9. Используя стандартное приспособление,
сжать пружину клапана. |
 |
10. Извлечь сухари клапана. |
 |
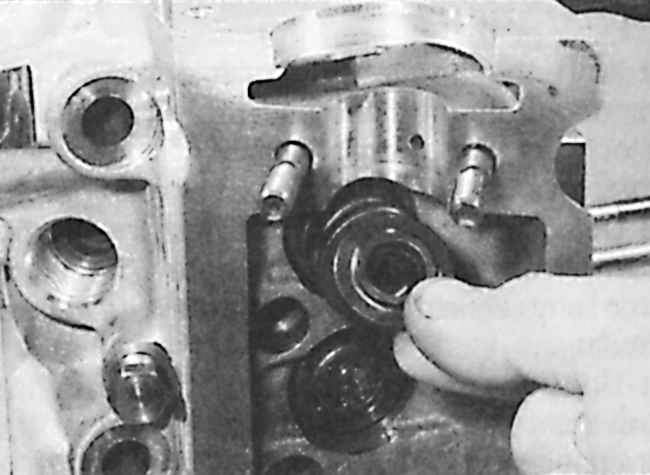
11. Снять приспособление для
сжатия пружин и снять верхнюю тарелку пружины. |
 |
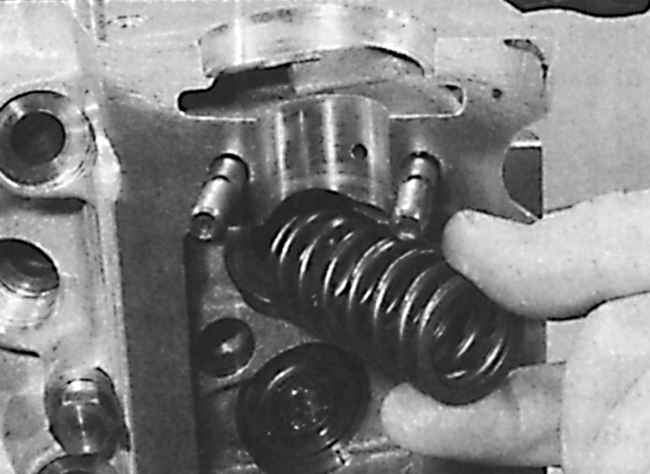
12. Извлечь клапанную пружину. |
 |
13. Извлечь нижнюю тарелку пружины
клапана. |
| 14. С обратной стороны головки извлечь
клапан. Клапаны снимаются по порядку, начиная со стороны привода газораспределительного
механизма. Клапаны необходимо промаркировать липкой лентой или разложить
таким образом, чтобы при сборке они встали на свои места. |
 |
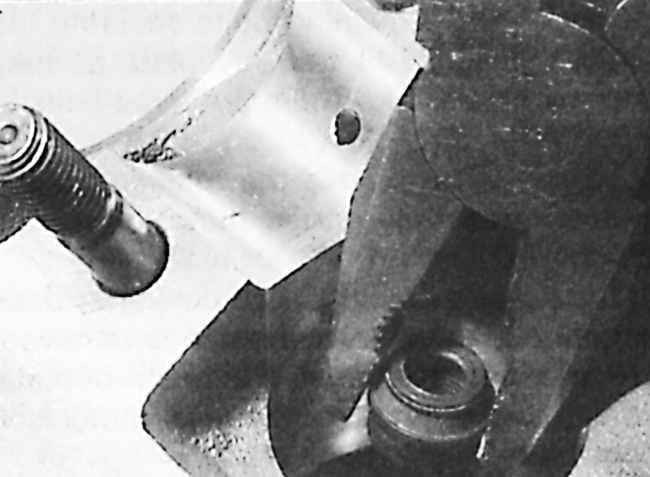
15. Снять маслоотражательные
колпачки. |
 |
16. Извлечь из масляного канала
дополнительный масляный фильтр. |
| 17. Очистить поверхности соединения
головки блока цилиндров (следует использовать средство Magnus Magstrip
или Framet Decaploc). |
18. Очистить и тщательно продуть
сжатым воздухом все детали.
Предупреждение
 Нельзя использовать
приспособления, которые могут поцарапать очищаемые детали. Нельзя использовать
приспособления, которые могут поцарапать очищаемые детали.
|
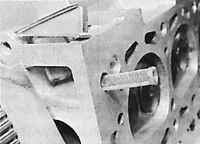
| 19. При помощи линейки и щупа проверить
плоскостность нижней поверхности соединения головки блока цилиндров.
Максимальная неплоскостность составляет 0,05 мм. Изготовитель не допускает
шлифования нижней поверхности соединения головки блока цилиндров при
сервисных ремонтах. |
|
Замена направляющих клапанов
В случае обнаружения слишком большого зазора клапанов в направляющих следует
заменить направляющие. Эту операцию необходимо доверить специализированной станции
техобслуживания.
Предупреждение
При замене направляющей
клапана обязательна перешлифовка соответствующего ей седла клапана.
Притирка клапанов
Притирку клапанов необходимо производить с применением только мелкозернистой
полировочной пасты.
| ПОРЯДОК ВЫПОЛНЕНИЯ |
 |
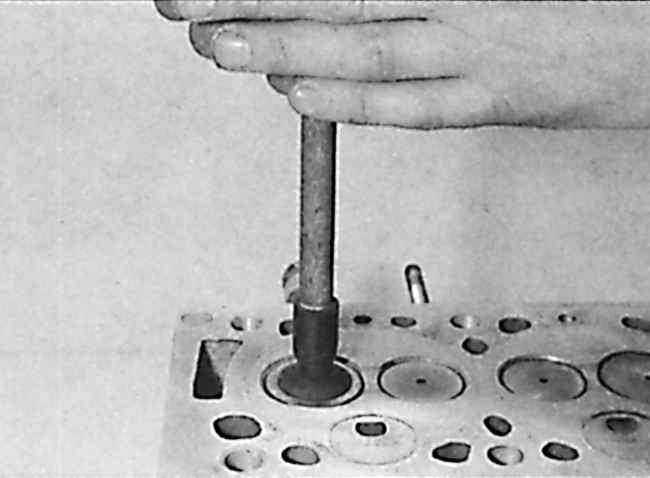
1. Поверхность седла клапана
смазать небольшим количеством пасты и установить клапан в соответствующее
седло. Плотно прижать к тарелке клапана резиновую присоску и вращать
клапан в одну или другую сторону. |
| 2. После окончания
процесса притирки все детали тщательно очистить от грязи и пасты и
проверить седло и тарелку клапана. Должно быть видно сплошное матовое
кольцо на обеих деталях, которое указывает ширину фаски клапана. |
| 3. Нанести на кольце
тарелки клапана штрихи карандашом на расстоянии примерно 1 мм равномерно
по окружности, затем вставить клапан в направляющую втулку и повернуть
его на 90°, слегка при этом нажимая на клапан. |
| 4. Достать клапан и проверить наличие
штрихов. Если все штрихи стерты, клапан можно окончательно устанавливать.
В противном случае необходимо повторить операцию притирки. |
| 5. Проверить ширину
прилегания тарелки клапана. |
| 6. Проверить герметичность прилегания. |
| 7. После шлифования и притирки
клапанов следует тщательно очистить головку блока цилиндров. |
|
Сборка головки блока цилиндров
Установка маслоотражательного колпачка на стержне клапана
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Выполнить действия в обратной последовательности
по отношению к процессу разборки. |
2. Для каждого клапана выполнить действия в
следующем порядке:
– расположить клапан в направляющей,
соблюдая соответствующее положение;
– установить на стержне клапана
новый маслоотражательный колпачок;
– установить нижнюю тарелку, пружину
и верхнюю тарелку;
– специальным приспособлением
сжать пружину клапана и вставить сухари. |
| 3. Снять приспособление для сжатия
пружин. |
| 4. Установить толкатели на их прежние
места (как перед разборкой) вместе с соответствующими регулировочными
пластинками. |
| 5. Установить распределительный вал, закрепить
крышки подшипников и боковой фланец распределительного вала, затянуть
крышки подшипников моментом 15 Нм. |
| 6. Установить уплотнение подшипника
со стороны газораспределения (приспособление 7.0153 Е). |
| 7. Установить шкив. |
| 8. Проверить и отрегулировать зазор клапанов.
Заключительные действия по сборке головки блока цилиндров выполнить
в обратной последовательности по отношению к процессу разборки, т.е.
установить маслопровод, крышку подшипника со стороны маховика, топливный
насос, распределитель, впускной и выпускной коллекторы (следует заменить
прокладки). |
| 9. Установить датчики температуры охлаждающей
жидкости (если они были сняты). |
| 10. Установить в масляную магистраль головки
дополнительный масляный фильтр. |
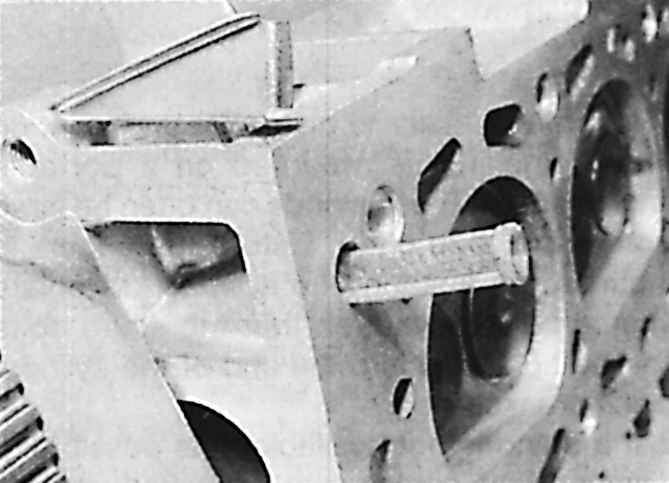
| 11. Специальным стержнем зафиксировать шкив
распределительного вала в положении установки газораспределения. |
|