| 1. После разборки головки блока
промыть все детали в бензине, протереть и просушить. Очистить камеры
сгорания и клапаны от нагара. |
| 2. Осмотреть головку блока. Если
есть трещины на стенках камеры сгорания, следы прогара и т.п., заменить
головку блока. |
| 3. Проверить с помощью металлической
линейки и щупов, не нарушена ли плоскостность поверхности головки,
прилегающей к блоку. Для этого линейку поставить ребром на поверхность
головки блока посередине, вдоль и затем поперек и щупом измерить зазор
между поверхностью головки и линейкой. Если зазор превышает 0,1 мм,
головку заменяют или прошлифовывают. Минимальная допустимая высота
головки 132,75 мм. Если при шлифовке высота головки получилась меньше,
головку необходимо заменить. |
| 4. Проверить головку на отсутствие
трещин, для этого подвести к одному из отверстий рубашки охлаждения
шланг для подвода сжатого воздуха. Заглушить все отверстия в головке
деревянными пробками. Опустить головку в ванну с водой и подать сжатый
воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить
воздушные пузыри. |
| 5. Осмотреть клапаны. При обнаружении
на рабочей фаске клапана трещин, коробления головки клапана, прогорания,
деформации стержня клапан необходимо заменить. |
6. Незначительные риски и царапины
на рабочей фаске клапана можно вывести притиркой. Клапан к седлу следует
притирать следующим образом:
– вставить клапан в головку блока;
– надеть на стержень клапана приспособление
для притирки клапанов;
– нанести на рабочую фаску клапана тонкой
слой притирочной пасты;
– поворачивать клапан с помощью приспособления
в обе стороны, периодически прижимая к седлу. Внешним признаком удовлетворительной
притирки является однотонный матово-серый цвет рабочей фаски и клапана.
|
| 7. После притирки тщательно промыть
седло и клапан и тщательно протереть чистой тряпкой для удаления остатков
притирочной пасты. |
| 8. Чтобы проверить герметичность
клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый
клапаном, керосин. Если в течение 3 мин керосин не просочится в камеру
сгорания, клапан считается герметичным. Размеры клапана показаны на
рис. Размеры клапанов четырехцилиндрового
двигателя. |
| 9. Проверить состояние пружин клапанов.
Искривленные пружины, а также с трещинами или поломанные заменяют. |
| 10. Проверить состояние седел клапанов.
На рабочих фасках седел не должно быть следов износа, раковин, коррозии
и т.п. Незначительные повреждения (мелкие риски, царапины и т.п.)
можно вывести притиркой клапанов. Более значительные дефекты устраняют
шлифовкой. При шлифовке следует выдержать размеры седла, указанные
на рис. Размеры седла клапана.
|
| 11. После шлифовки притереть клапаны.
Затем тщательно очистить и продуть сжатым воздухом головку блока,
чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось
абразивных частиц. |
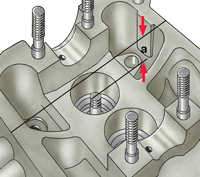 |
12. Следует учесть, что после шлифовки седла
клапан садится в седло глубже. Поэтому на двигателях с гидротолкателями
клапанов после шлифовки нужно измерить расстояние а между торцом стержня
клапана, прижатого к седлу, и верхней плоскостью головки блока. Если
этот размер меньше 33,8 мм для впускных клапанов и меньше 34,1 мм
для выпускных, следует заменить головку блока, так как в этом случае
нарушается нормальная работа гидротолкателей клапанов. Таким образом,
уменьшение рабочей фаски седла клапана не должно быть больше разности
размера а до шлифования и минимального допустимого размера а. |
| 13. Проверить зазоры между направляющими
втулками и клапанами. Для этого вставить клапан в направляющую втулку
так, чтобы торец стержня клапана был заподлицо с торцом направляющей
втулки. |
 |
14. К головке клапана установить ножку индикатора.
Перемещая клапан от упор до упора в горизонтальной плоскости, измерить
зазор. Если перемещение впускного клапана превышает 1,0 мм, а выпускного
– 1,3 мм, заменить втулки и клапаны. Диаметры стержней впускного и
выпускного клапанов различные, поэтому нужно проверять втулки впускных
клапанов, вставляя впускной клапан, а выпускных – выпускной клапан.
|



