4.16. Разборка и проверка состояния головки цилиндров и компонентов клапанного механизма
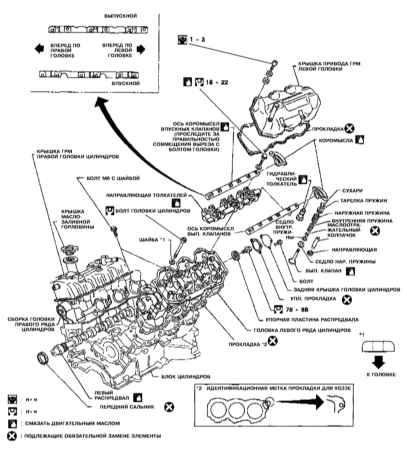
Конструкция головки цилиндров

|
В ходе демонтажа компонентов
старайтесь фиксировать их установочные положения.
|
Разборка головки цилиндров
|
|
Новую или восстановленную
головку цилиндров всегда можно заказать в мастерской автосервиса или на
складе фирменной СТО Infiniti. Ввиду необходимости использования в ходе
разборки и проверки состояния головки некоторых специальных инструментов,
составители данного Руководства считают, что механику-любителю проще и
дешевле будет приобрести сменную головку, чем ввязываться в достаточно
сложный восстановительный ремонт изношенной.
|
Разборка головки цилиндров требует предварительного демонтажа клапанного механизма
(впускных и выпускных клапанов с сопутствующими компонентами). Подразумевается,
что коромысла с осями и распределительные валы уже извлечены из головки (см.
Снятие, проверка состояния и установка компонентов клапанного
механизма).
|
|
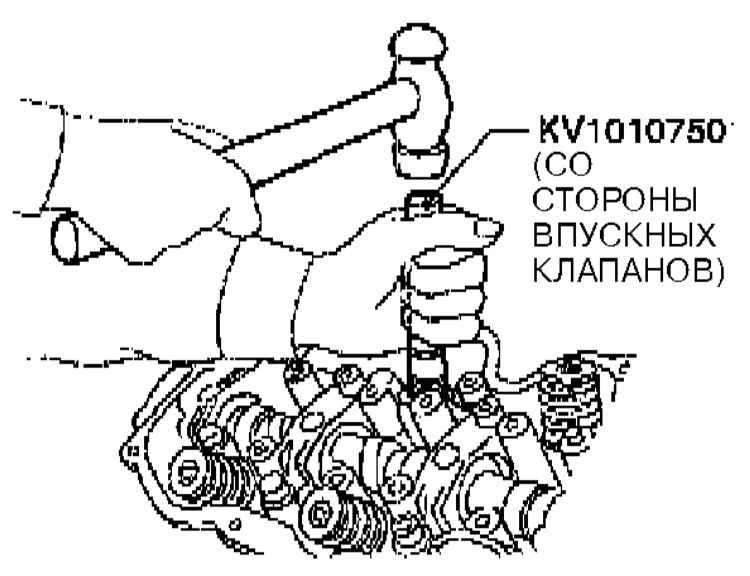
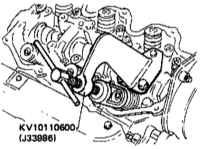
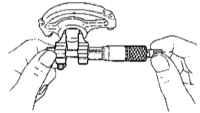
- При помощи специального инструмента сожмите пружины первого
клапана и извлеките из канавки на стержне сухари разрезного замка
тарелки. Осторожно отпустите инструмент и снимите с клапана тарелку
пружин, пружины и их седло (в зависимости от комплектации). Для
извлечения сухарей разрезного замка после сжатия клапанных пружин
удобно воспользоваться острогубцами или маленьким магнитом.
|

|
- Снятые компоненты клапанных сборок складывайте в четко пронумерованные
отдельные полиэтиленовые пакеты (надпись на ярлыке: компоненты
впускного клапана третьего цилиндра).
|

|
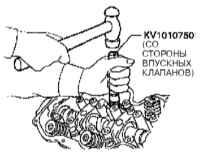
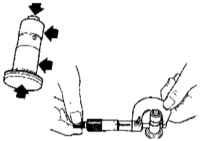
- Далее, извлеките клапан из головки цилиндров и снимите с направляющей
втулки маслоотражательный колпачок. Если происходит заклинивание
клапана в направляющей втулке, протолкните его обратно в головку
и оселком или напильником с мелким зубом аккуратно зачистите края
канавки под установку сухарей.
|

|
- Действуя в аналогичной манере, снимите оставшиеся клапанные
сборки. Складывайте снимаемые компоненты каждого из клапанов в
отдельный, оснащенный соответствующим ярлыком пакет, — при сборке
каждая деталь должна быть установлена строго на свое прежнее место.
- После того как все компоненты клапанного механизма будут извлечены
и сложены в организованном порядке, можно приступать к выполнению
процедур чистки и проверки состояния головки (при полномасштабном
восстановительном ремонте двигателя прежде закончите его разборку).
|
|
Чистка
Тщательная очистка головки цилиндров и компонентов клапанного механизма с
последующей детальной проверкой их состояния помогут определить приблизительный
объем предстоящих восстановительных работ.
|
|
Сильные перегревы двигателя
могут привести к деформации головки цилиндров и нарушению плоскостности
ее сопрягаемых поверхностей (см. ниже).
|
|
|
- Соскоблите с сопрягаемых поверхностей головки цилиндров, впускного
трубопровода и выпускного коллектора все следы материала старой
прокладки и герметика — постарайтесь не повредить поверхности.
Существенно облегчит работу применение специального размягчителя,
которым следует предварительно пропитать налипшие отложения.
- Удалите со стенок водяных каналов все следы накипи.
- Жесткой проволочной щеткой тщательно прочистите все доступные
полости и отверстия. При сильном загрязнении каналов прочистку
головки следует поручить специалистам.
- «Прогоните» подходящим по размеру метчиком каждое из болтовых
отверстий, удалив из резьбы продукты коррозии, следы старого герметика
и восстановив поврежденные витки. При наличии доступа к источнику
сжатого воздуха, продуйте отверстия, удалив из них стружку и мелкий
мусор.

|
При использовании
сжатого воздуха не забывайте надевать защитные очки!
|
- Проволочной щеткой зачистите резьбу шпилек крепления впускного
трубопровода и выпускного коллектора.
- Промойте головку растворителем и тщательно просушите ее. Использование
сжатого воздуха позволит существенно сократить срок сушки и даст
гарантию качества прочистки плохо доступных полостей и отверстий.
|
|
Различного
рода составы для удаления следов нагара, существенно облегчающие
выполнение процедуры чистки, можно приобрести во многих магазинах
автомобильных аксессуаров. Помните, что такого рода средства
обычно являются химически агрессивными и должны применяться
с соблюдением соответствующих мер предосторожности, — строго
придерживайтесь инструкций изготовителей, обычно приведенных
на этикетке тары.
|
- Промойте растворителем коромысла привода клапанов, затем тщательно
просушите их. Использование сжатого воздуха существенно облегчит
выполнение процедуры (не забудьте надеть защитные очки). Промойте
в растворителе и тщательно просушите клапанные пружины, их тарелки
и сухари разрезных замков. Постарайтесь не перепутать компоненты.
- Соскоблите основную массу сформировавшихся на поверхностях
клапанов отложений, затем проволочной насадкой к электродрели
окончательно зачистите поверхности стержней и тарелок клапанов
— следите, чтобы клапаны не оказались перепутаны.
|
|
Проверка состояния и обслуживание компонентов
Литье головки
|
|
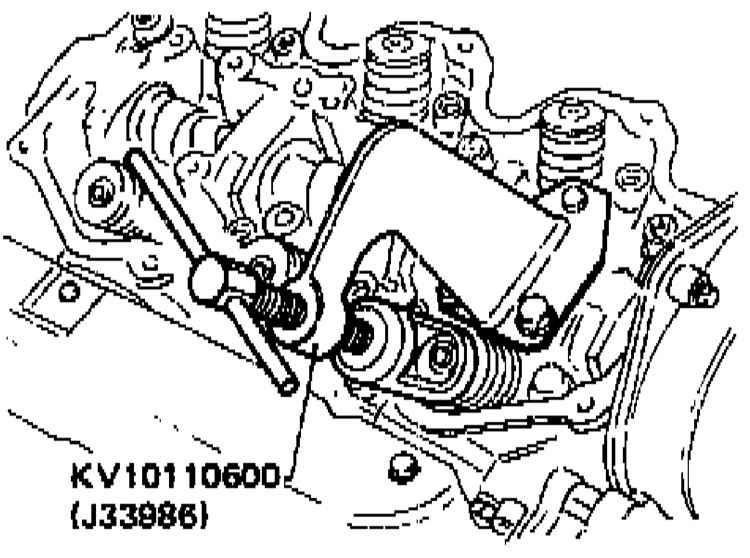
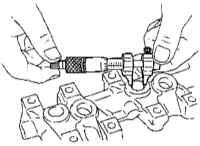
- Воспользовавшись инструментом для сжатия клапанных пружин (J-39773),
снимите компоненты клапанных сборок.
|
|
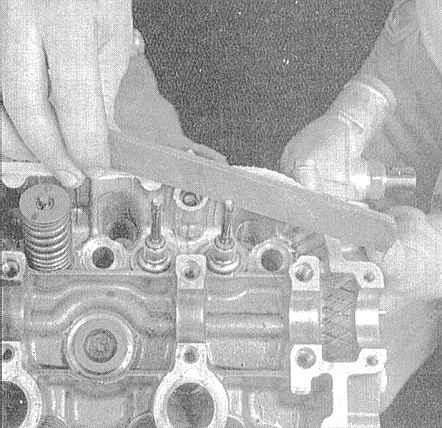
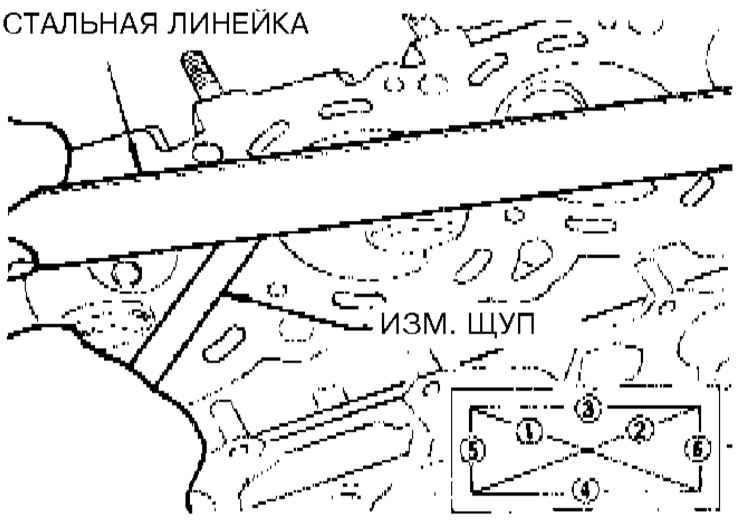
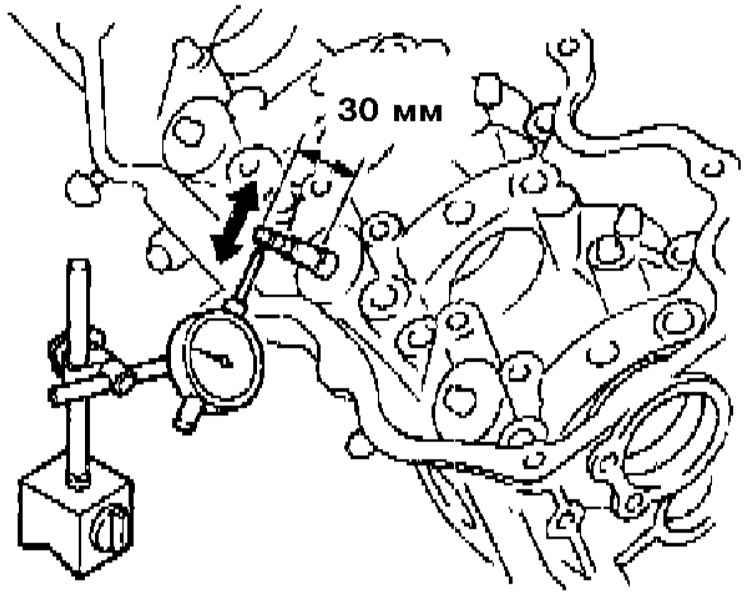
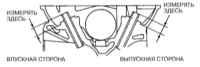
- При помощи стальной линейки и щупа лезвийного типа оцените величину
неплоскостности сопрягаемой поверхности головки, — в случае необходимости
отдайте литье в проточку.
|

|
|
|
|
Проточка допускается
лишь в случае, если высота головки не выйдет за пределы нижней допустимой
границы (см.
Спецификации).
|
|
|
Суммарная толщина сточенного
слоя сопрягаемых поверхностей головки и блока не должна превышать
0.20 мм
!
|
Клапанные пружины
A.
B.
|
К числу подлежащих проверке параметров клапанных
относятся свободная длина, перпендикулярность торцовки и развиваемое усилие
(см.
Спецификации).
|
|
|
Наружные клапанные
пружины устанавливаются стороной с сокращенным шагом резьбы к головке.
|
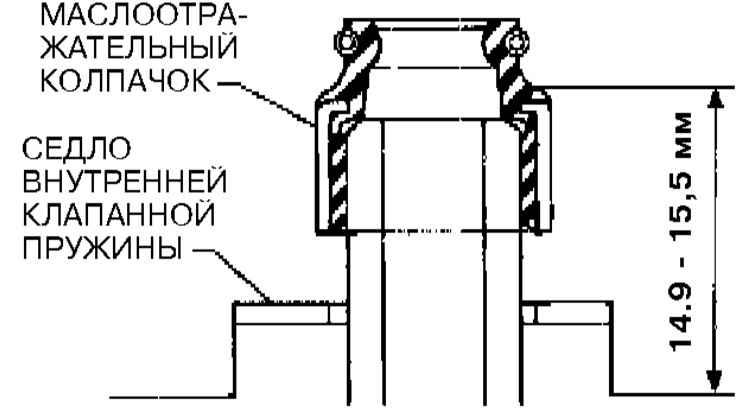
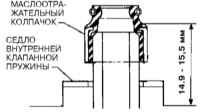
Маслоотражательные колпачки — порядок установки
|
|
- Установите седло внутренней пружины, смажьте новый колпачок
чистым двигательным маслом и при помощи подходящей оправки аккуратно
посадите его на направляющую втулку клапана.
|
A.
B.
|
|
Направляющие втулки — замена
|
|
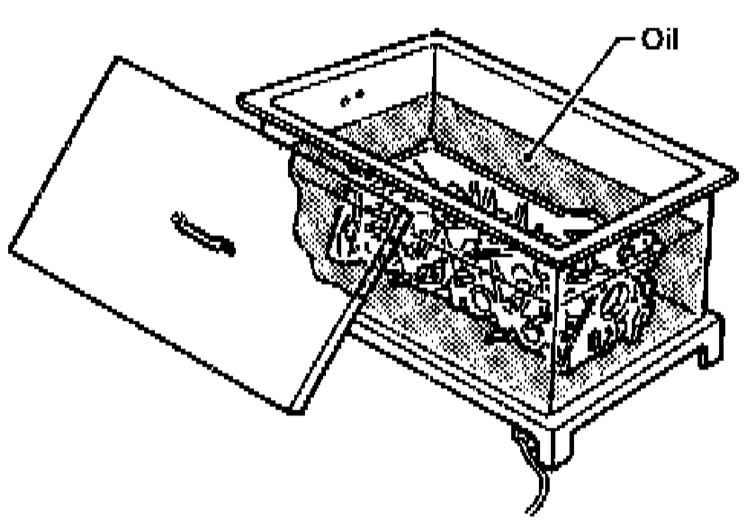
- Нагрейте головку цилиндров до температуры 150—160°С. Головку
следует разогревать в масляной ванне.
|

|
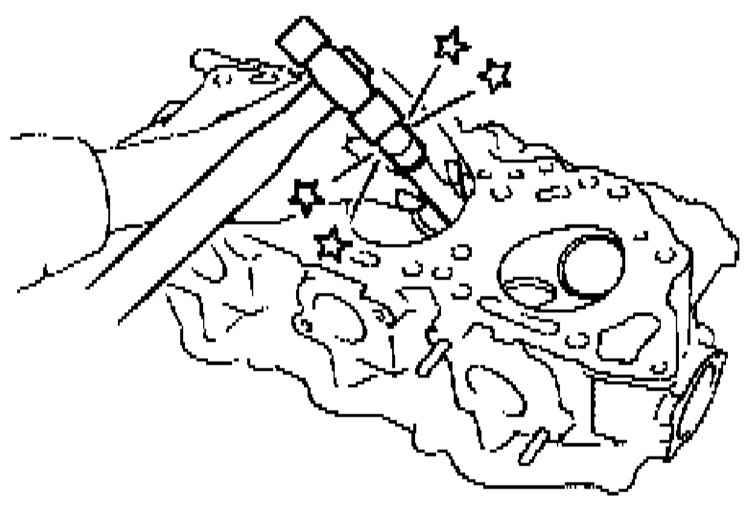
- Затем при помощи пресса или молотка и выколотки выжмите/ выбейте
подлежащие замене направляющие втулки клапанов из головки цилиндров
в строну камер сгорания. Закончив демонтаж втулок, дайте головке
остыть до комнатной температуры.
|

|
- Путем расточки добейтесь приведения внутренних диаметров посадочных
гнезд направляющих втулок в соответствие с нормативными требованиями.
Ремонтные размеры составляют: 11.175—11.196 мм для втулок
впускных клапанов и 12.175—12.196 мм для выпускных.
|

|
- Вновь нагрейте головку до температуры 150—160°С и запрессуйте
новые направляющие втулки в головку на требуемую глубину, — опорным
параметром является величина выступания втулок над поверхностями
седел наружных клапанных пружин (номинальное значение составляет
13.2—13.4 мм).
|
|
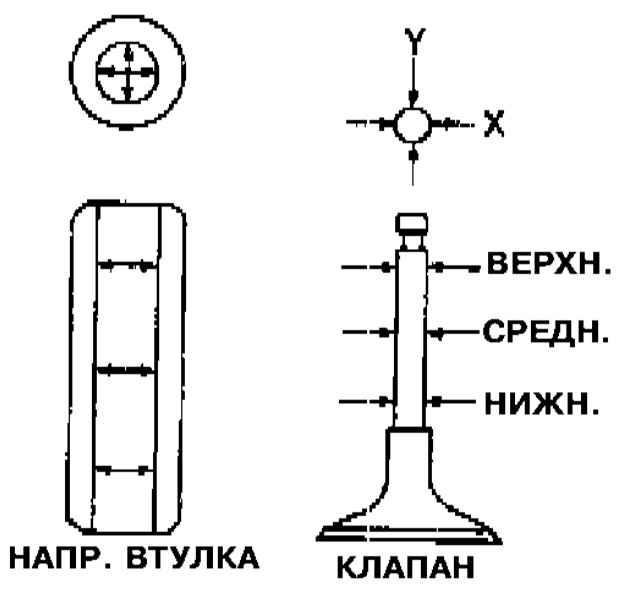
- Путем расточки добейтесь приведения внутренних диаметров втулок
в соответствие с нормативными требованиями (ремонтные размеры
составляют:
7.000—7.018 мм для втулок впускных клапанов
и
8.000—8.011 для выпускных
), — проследите за
соответствием нормам посадочных зазоров во втулках стержней клапанов
(см. подраздел «Клапаны»).
|
|
Седла клапанов — замена
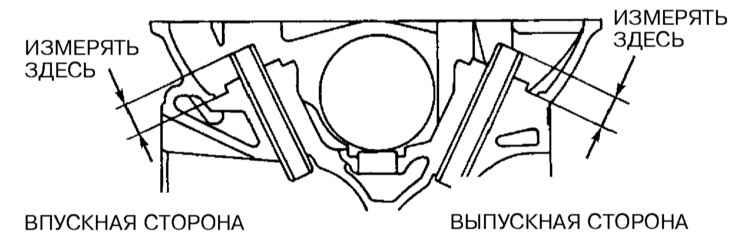
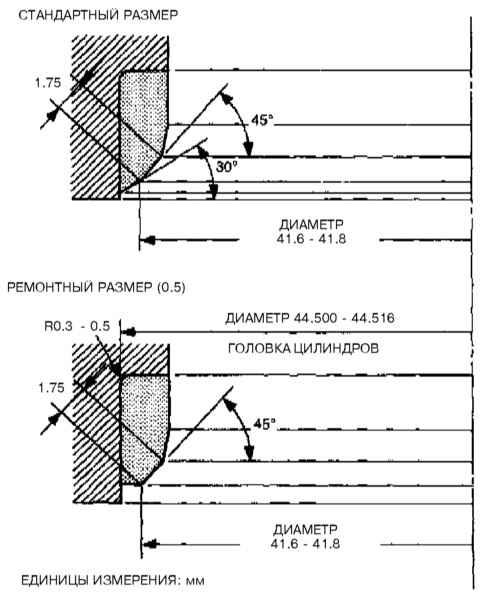
Подконтрольные параметры седел впускных клапанов
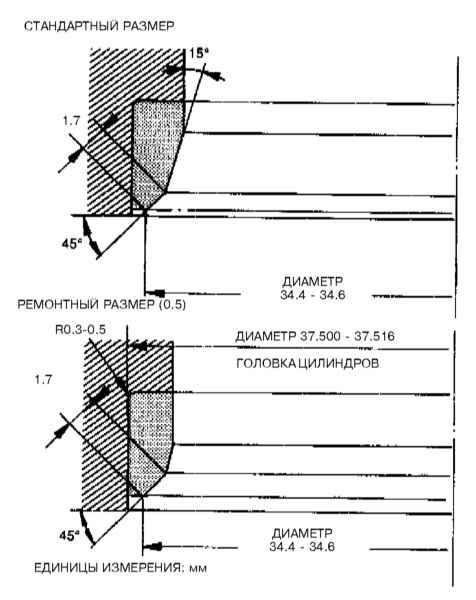
Подконтрольные параметры седел выпускных клапанов
|
|
Замена клапанных седел
должна производиться после выполнения процедур обслуживания направляющих
втулок.
|
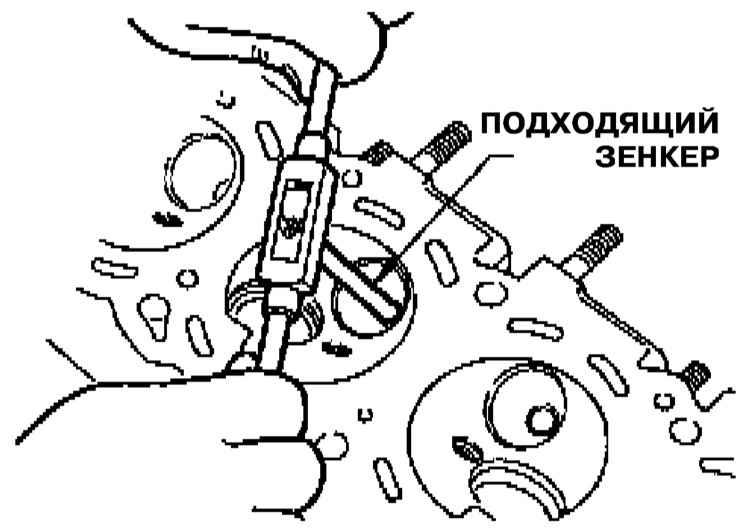
Извлечение седел производится путем их протачивания до разрушения, проследите,
чтобы резец не прошел стенку головки насквозь.
|
|
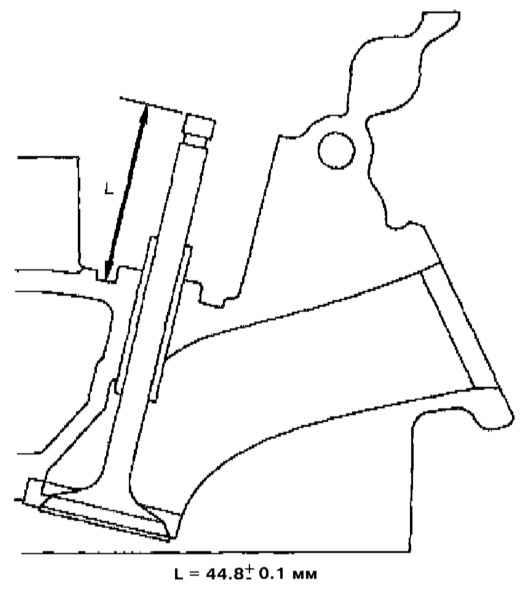
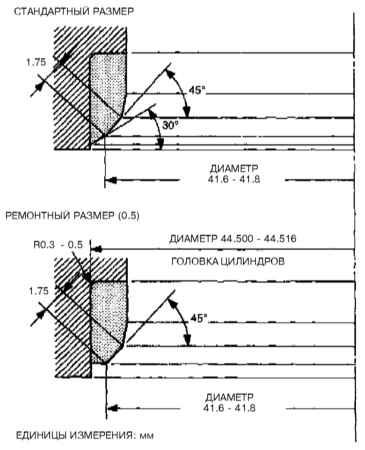
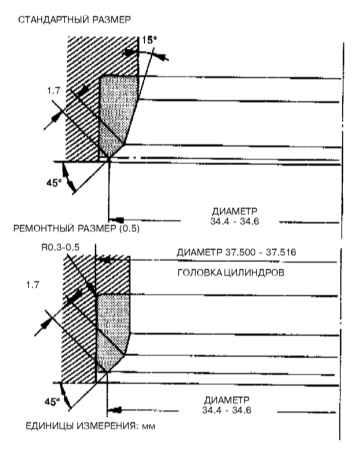
- Извлеките седла и расточите посадочные гнезда под ремонтный размер (ремонтный
размер с превышением 0.5: 44.500—44.516 для седел впускных
клапанов и 37.500—37.516 мм для выпускных
— подконтрольные геометрические параметры седел клапанов — см.
иллюстрации Подконтрольные
параметры седел впускных клапанов и
Подконтрольные параметры седел выпускных
клапанов).
- Разогрейте головку цилиндров до температуры 150—160°С и запрессуйте
ремонтные седла в приемные гнезда, — проследите за полнотой посадки
седел. Путем зенковки и шлифовки добейтесь приведения ширины и
величины угла рабочих фасок седел в соответствие с нормативными
требованиями:
|
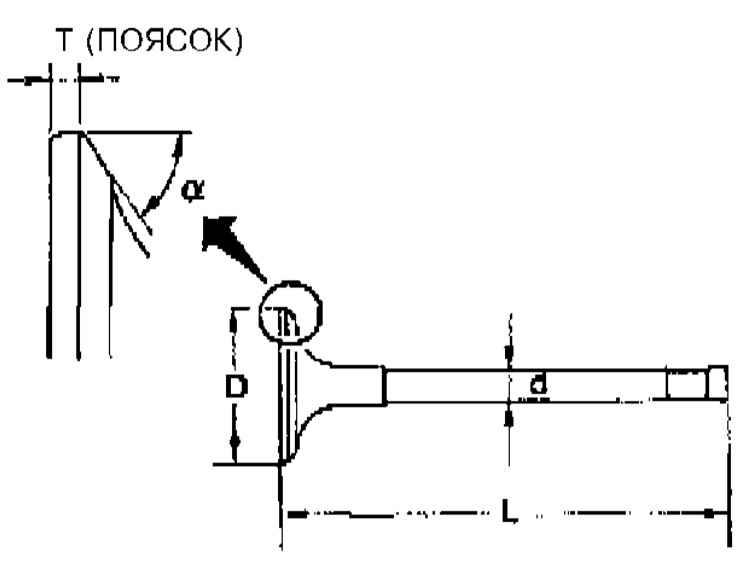
Угол наклона фаски (альфа), градусы:
|
- Седла впускных и выпускных клапанов
|
45
|
|
Ширина фаски, мм
|
|
|
1.75
|
|
|
1.70
|
- В заключение произведите притирку клапанов с применением специальных
абразивных паст различной зернистости.
|
|
Клапаны
Подлежащие обмеру геометрические параметры клапанов
Компоненты привода клапанов
Сборки осей коромысел
|
|
- Снимите сборку оси коромысел.
|
|
- Пометьте установочные положения коромысел на оси. Проверьте
компоненты на наличие глубоких царапин, задиров и признаков чрезмерного
износа.
|
- Снимите коромысла и проверьте зазоры посадки коромысел на осях.
В случае необходимости произведите соответствующие замены.
|
A.
B.
|
|
Гидравлические толкатели
|
|
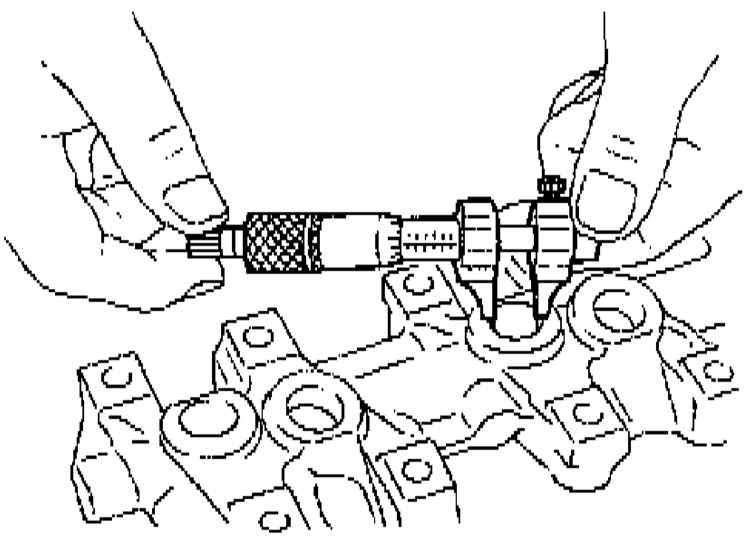
- Проверьте посадочные гнезда толкателей в головке цилиндров на
наличие глубоких царапин, задиров и признаков чрезмерного износа.
|
|
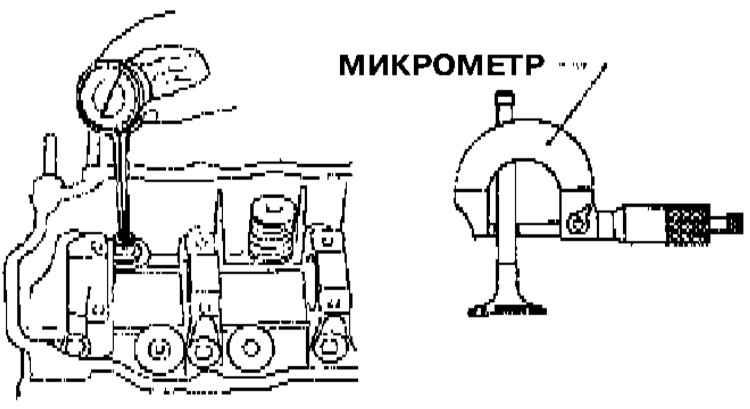
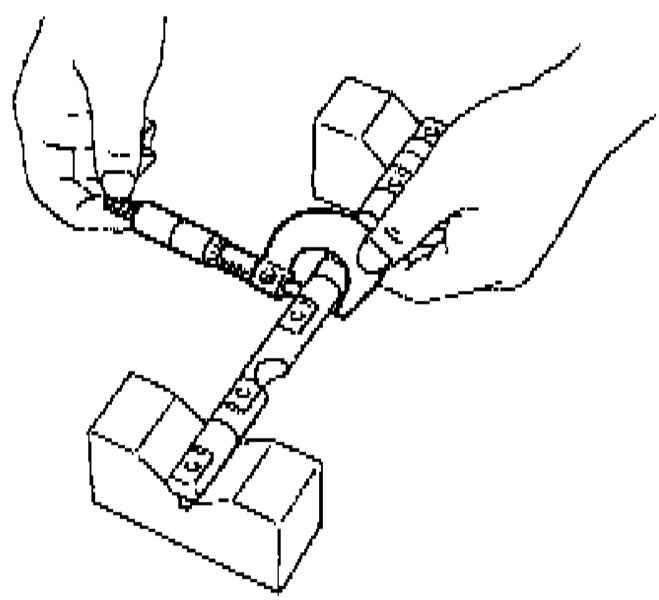
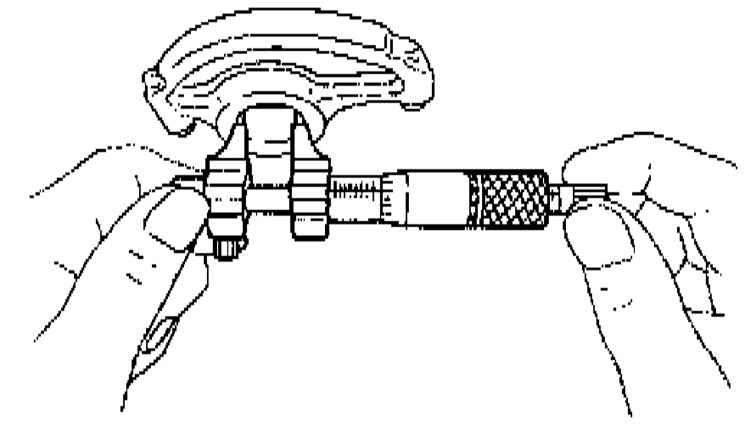
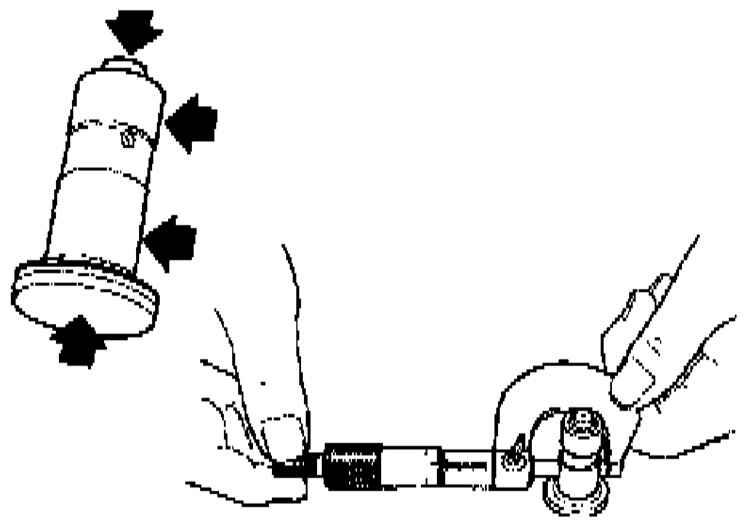
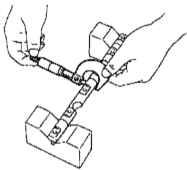
- Измерьте наружные диаметры толкателей и внутренние диаметры
их посадочных гнезд и путем вычитания результатов первого измерения
из результатов второго определите величину посадочных зазоров.
Сравните результаты вычислений с требованиями
Спецификаций,
в случае необходимости произведите замену компонентов.
|
A.
B.
|
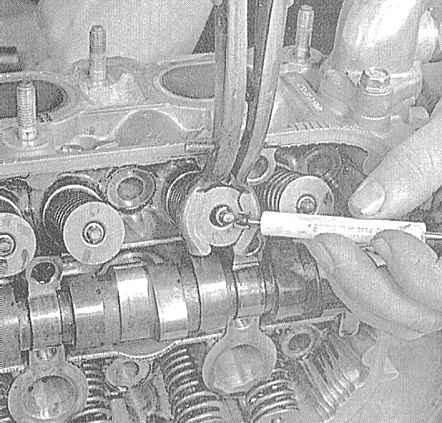
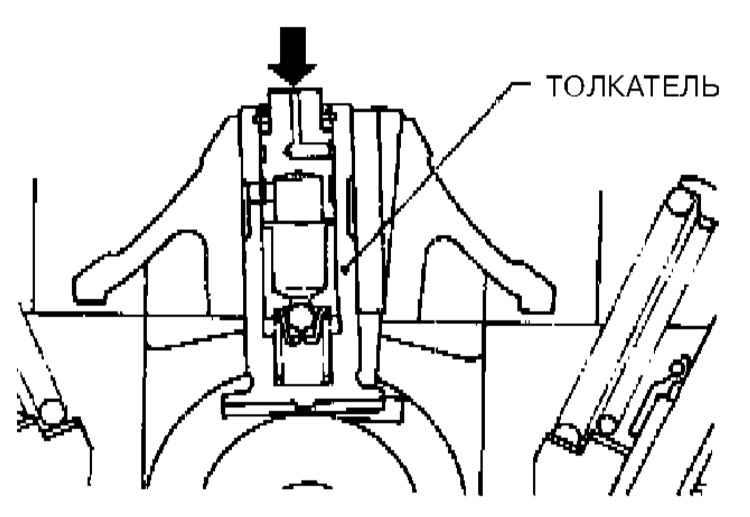
- Установив толкатели, проверьте исправность их состояния в свободном
положении (без упора в коромысло). Для проверки твердо нажмите
на толкатель пальцем (величина посадочного зазора: 0.043—0.066 мм).
Если величина перемещения при нажатии превышает 1 мм, значит внутрь
толкателя попал воздух, — удаление воздуха происходит автоматически
спустя примерно 10 минут работы двигателя без нагрузки на оборотах
1000 в минуту. Если после прокачки издаваемый клапанным механизмом
шумовой фон не снизится, толкатели следует заменить (прокачка
новых толкателей производится в аналогичной манере).
|

|
|